

3.10. Расчет высоты наполнительной рамки
Масса формовочной смеси, находящейся в литейной форме, в процессе уплотнения остается постоянной. Поэтому степень уплотнения, оцениваемая средней по объему формы плотностью (кг/м3) смеси изменяется при прессовании обратно пропорционально изменению высоты смеси в опоке.
В отдельных вертикальных объемах формы изменение плотности также приближенно можно считать обратно пропорциональным изменению высоты каждого из этих столбов, если пренебречь частичным горизонтальным перетеканием смеси между ними. Логически целесообразно выделить в смеси объемы, находящиеся над моделью и вокруг нее.
На основе этих допущений рассчитывают элементы технологической оснастки, используемой при прессовании.
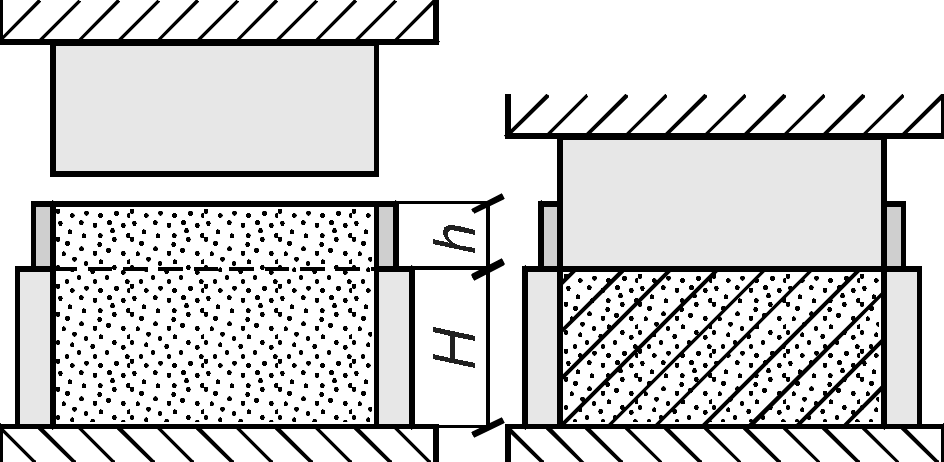
Если в опоке отсутствует модель или же она настолько мала, что ее объемом можно пренебречь (рис. 13), то условие постоянства массы смеси в опоке до и после прессования запишется следующим образом:
|
|
(25) |
где 0 и – средняя плотность смеси до и после прессования, кг/м3;
H – высота опоки, м;
h – высота наполнительной рамки, м;
F – площадь опоки в свету, м2.
Отсюда получаем формулу для высоты наполнительной рамки при прессовании опоки без модели плоской жесткой прессовой колодкой:
|
|
(26) |
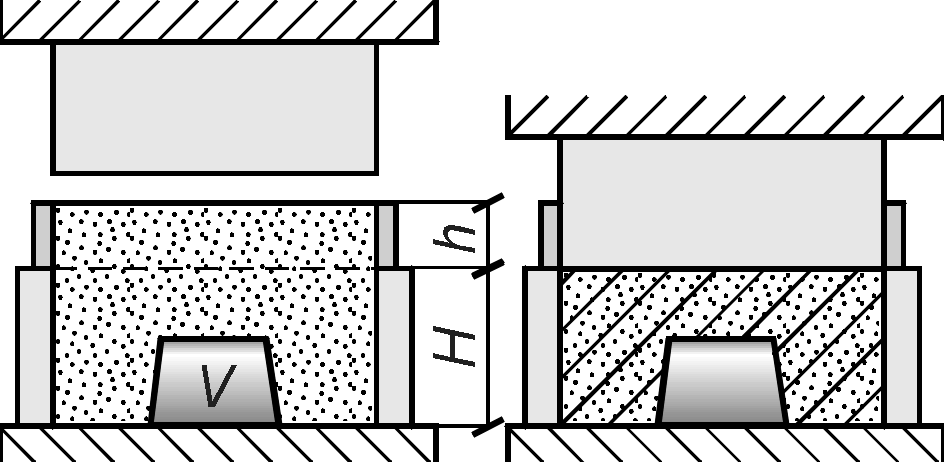
При прессовании плоской жесткой прессовой колодкой опоки с моделью, имеющей объем Vм (м3) (рис. 14), условие постоянства массы смеси до и после прессования будет иметь вид:
|
|
(27) |
Отсюда высота наполнительной рамки для случая прессования опоки с моделью плоской жесткой прессовой колодкой составит:
|
|
(28) |
Величина Vм/F называется приведенной высотой модели (при распространении объема модели на всю площадь опоки F), а (H – Vм/F) – приведенной высотой опоки (с учетом модели).
|
Рис. 13. К расчету наполнительной рамки (опока без модели) |
Рис. 14. К расчету наполнительной рамки (опока с моделью) |
Сравнение выражений (26) и (28) показывает, что высота наполнительной рамки для опоки с моделью меньше, чем для опоки без модели на приведенную высоту модели. Причем, чем больше объем модели, тем меньше получается для одной и той же опоки высота наполнительной рамки. Такой результат очевиден, поскольку при одной и той же опоке при наличии модели масса смеси меньше, чем при ее отсутствии.
3.11. Влияние вибрации на уплотнение прессованием
Вибрацией называются вынужденные колебания, имеющие высокую частоту и малую амплитуду. При изготовлении литейных форм на машинах вибрацию используют при извлечении моделей из формы, для чего на модельной плите устанавливается вибратор (обычно пневматический). Вибрация модельной плиты и модели во время съема облегчает отделение модели от формы и уменьшает возможность прилипания и повреждения формы.
Вместе с тем, вибрация может быть использована и для уплотнения литейных форм. При действии вибрации на формовочную смесь происходит непрерывное изменение взаимного расположения частиц смеси, вследствие того, что они совершают колебательные движения. При этом увеличивается вероятность возникновения комбинаций их расположения, благоприятных для деформации уплотнения смеси.
Непрерывная подвижность частиц или зерен смеси при вибрации способствует уменьшению как внутреннего, так и внешнего трения формовочных смесей при их уплотнении.
На практике с большим успехом уплотнение с помощью вибрации используют для грунтов и бетонов, и применительно к этим материалам оно изучено наиболее полно. Так, установлено, что при вибрации коэффициент внутреннего трения грунтов резко падает, а скорость деформации уплотнения сильно возрастает, и тем резче, чем больше частота вибрации. В качестве характеристики интенсивности колебаний, от которой зависит эффект действия вибрации на грунт, принимают величину ускорения колебаний Af2, где A – амплитуда, а f – частота. Величину Af2 рекомендуется брать не ниже 23 g, где g – ускорение силы тяжести.
Рассмотрим распространение в среде формовочной смеси плоской волны колебаний в направлении некоторой оси z, перпендикулярной к стенке модели. Примем, что поглощение энергии в слое пропорционально количеству энергии J, подводимой к этому слою, и его толщине dz:
|
|
(29) |
где – коэффициент затухания колебаний в данной среде.
Интегрируя выражение (29), найдем величину энергии
|
|
(30) |
где C – постоянный коэффициент.
Выделим на линии распределения волн два сечения на расстояниях z1 и z2 от источника колебаний. Для этих сечений в соответствии с (30) имеем
|
|
(31) |
|
|
(32) |
откуда отношение энергий составит
|
|
(33) |
Энергия колебаний пропорциональна квадрату амплитуды A, следовательно, уравнение (33) можно переписать в виде
|
|
(34) |
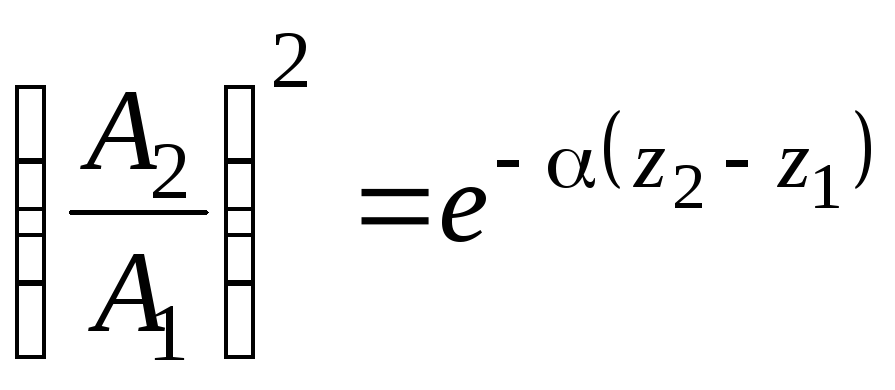 .
.Возведя обе части во вторую степень, получим окончательно выражение
|
|
(35) |
Уравнение (30) свидетельствует о том, что амплитуда колебаний быстро уменьшается с расстоянием.
Эксперименты многих исследователей показали, что при прессовании с вибрацией процесс уплотнения формовочной смеси заканчивается, и плотность стабилизируется всего за 810 с. Дальнейшая выдержка под прессом и вибрация являются бесполезными. С другой стороны, при одинаковой продолжительности прессования с вибрацией плотность смеси получается хорошей уже при средних давлениях прессования. Так, при прессовании с одновременной вибрацией длительностью в одну секунду и давлении прессования 0,50,6 МПа, достигается средняя плотность смеси 16501700 кг/м3.
При диафрагменном прессовании быстросохнущих формовочных смесей на жидком стекле наблюдается наличие порога текучести, т. е. резкого увеличения подвижности смеси при частоте вибрации 100 Гц.