

13.2.4. Валковые дробилки
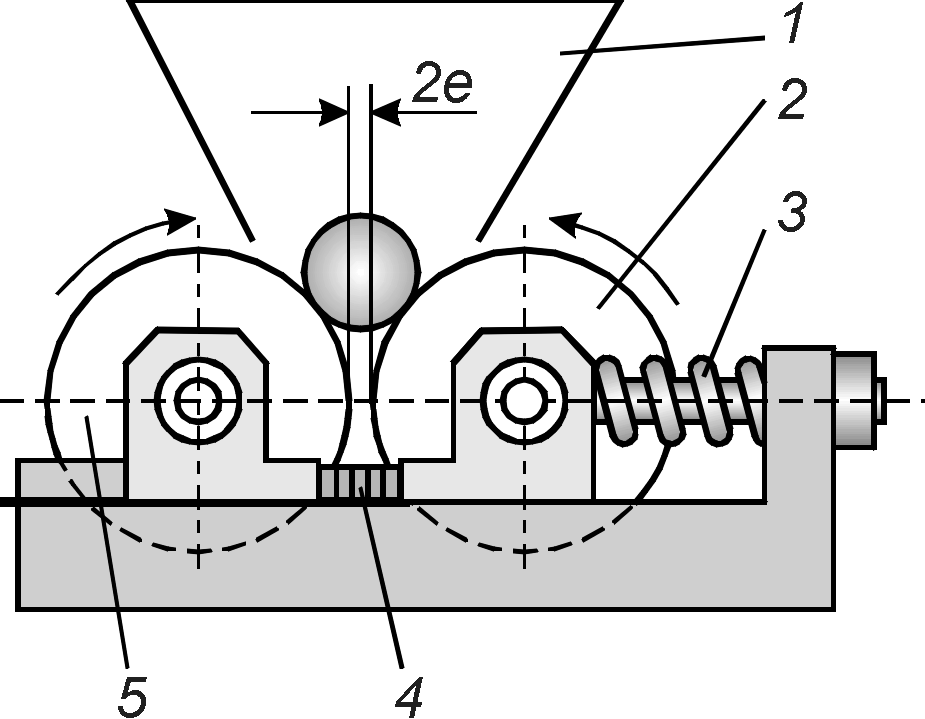
Валковые дробилки (рис. 53) применяют для мелкого и среднего дробления различных материалов: глины, отработанных смесей и др. Куски дробятся вращающимися валками. Помимо дробления материал отчасти истирается.
|
Рис. 53. Устройство валковой дробилки |
Рис. 54. Схема работы валковой дробилки |
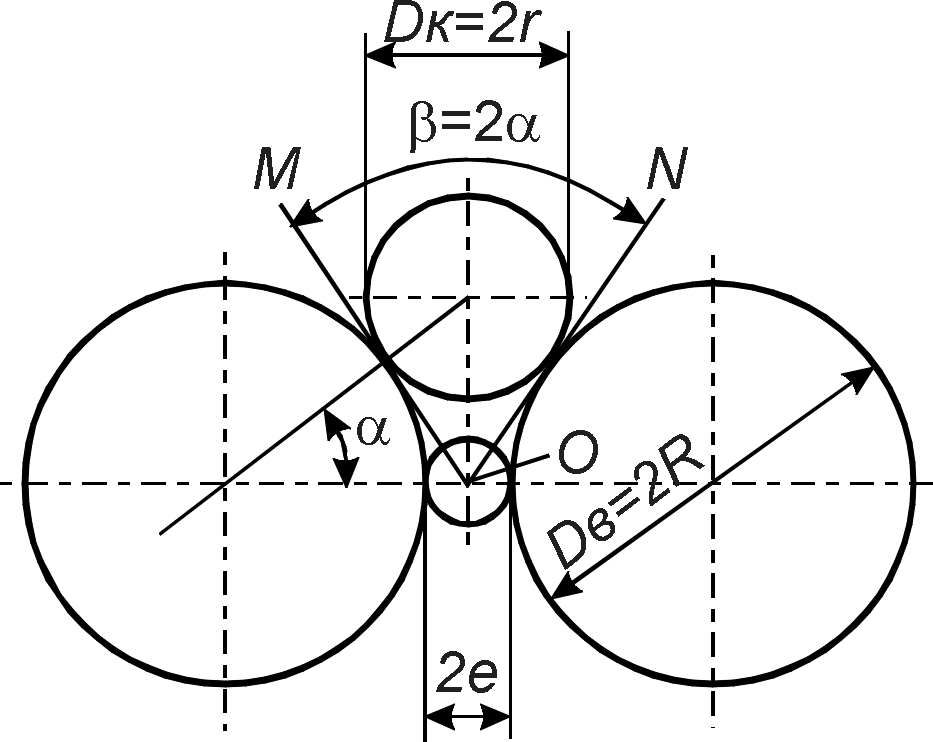
Рассмотрим, какова связь между диаметром валков и максимальным размером кусков дробимого материала.
Плоскости ОМ и ON (рис. 54), касательные к поверхностям гладких валков в точках соприкосновения с куском материала, образуют между собой угол = 2, где – угол захвата. По аналогии со щековой дробилкой, где < 2, для захвата куска материала воображаемыми плоскостями ОМ и ОN валковой дробилки, получаем
|
|
(108) |
где = arctg f – угол трения кусков материала о валки;
f – коэффициент трения кусков материала о валки.
Для угля принимают f = 0,3, чему соответствует < 1642, для глины и известняка принимают f = 0,300,35 и 18°.
Для эффективной работы валковой дробилки при соблюдении условия 2 и расстоянии 2е между валками, необходимо, чтобы диаметр куска Dк, поступающего в дробилку, удовлетворял следующему условию:
|
|
(109) |
откуда
|
|
(110) |
где Dв – диаметр валков, м;
2е – расстояние между валками, м.
Если принять для сухой глины угол захвата = 18°, то формула (110) будет иметь вид
|
|
(111) |
При сдвинутых валках (2e = 0)
|
|
(112) |
Для рифленых валков принимают
|
|
(113) |
для зубчатых валков
|
|
(114) |
Степень измельчения материала в дробилках с гладкими валками i = 35, с рифлеными валками i = 78.
Производительность валковой дробилки П (в т/ч) определяют по формуле
|
|
(115) |
где – коэффициент разрыхления продукта (для материала средней твердости = 0,20,3; для влажной глины = 0,50,6);
n – частота вращения, с–1;
L – длина валков, м;
R – радиус валков, м;
– плотность материала, т/м3.
Предельная частота вращения (с–1) валка не должна превышать величины, определяемой формулой
|
|
(116) |
где f – коэффициент трения дробимого материала по поверхности валков, (f = 0,30,4);
r – радиус куска материала, м.
Мощность электродвигателя валковой дробилки с гладкими валками
|
|
(117) |
где N1 – мощность, затраченная на процесс дробления, кВт;
– предел прочности материала, Па;
Е – модуль упругости материала, Па;
N2 – мощность, затраченная на преодоление трения между материалом и валками, кВт;
N3 – мощность, затраченная на трение в подшипниках, кВт.
|
|
(118) |