

12.4. Катковые смесители (бегуны)
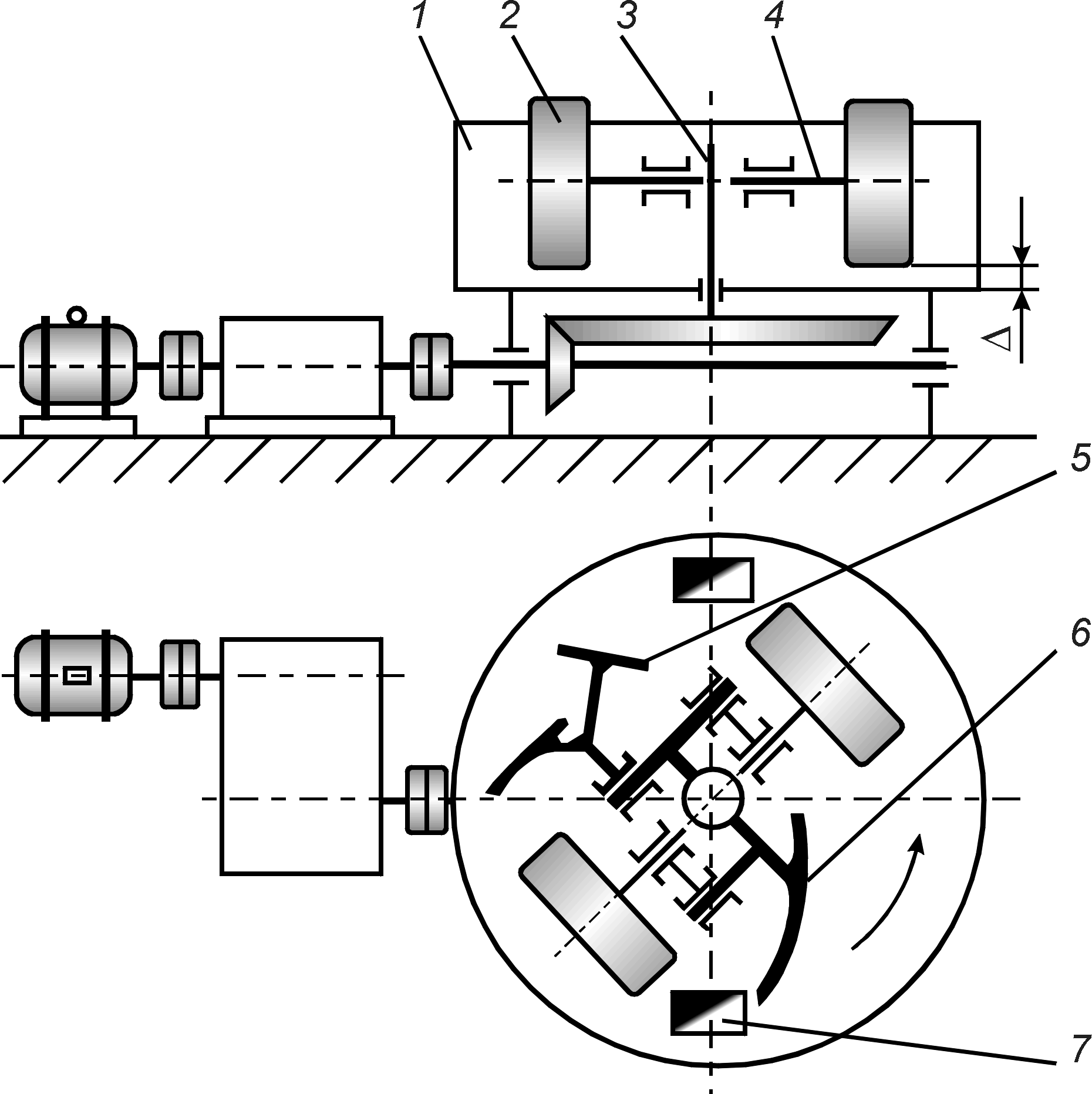
Катковые смесители (бегуны) имеют неподвижную чашу 1 (рис. 38) и два гладких катка 2 (посаженные на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. При помощи плужков 5 и 6 смешиваемый материал направляется под катки. Катки смонтированы на кривошипах таким образом, что при попадании под них случайных твердых предметов могут приподниматься и пропускать последние.
Между катками и днищем чаши имеется регулируемый зазор (до 25 мм), который предотвращает дробление катками песчаных зерен смеси. Готовый замес выгружается из смесителя через люк 7 в днище чаши. Загрузка исходных материалов и выгрузка смеси осуществляется периодически.
В зарубежной практике распространены катковые смесители с резиновыми катками с пневматической камерой (наподобие автомобильного колеса). Днище и борта чащи также облицовываются резиновыми пластинами. Такое исполнение дает хорошее качество смешивания в результате большего коэффициента трения между резиной и компонентами смеси и обеспечивает высокую производительность смесителей. Срок службы таких катков и чаши больше, чем катков в обычном металлическом исполнении.
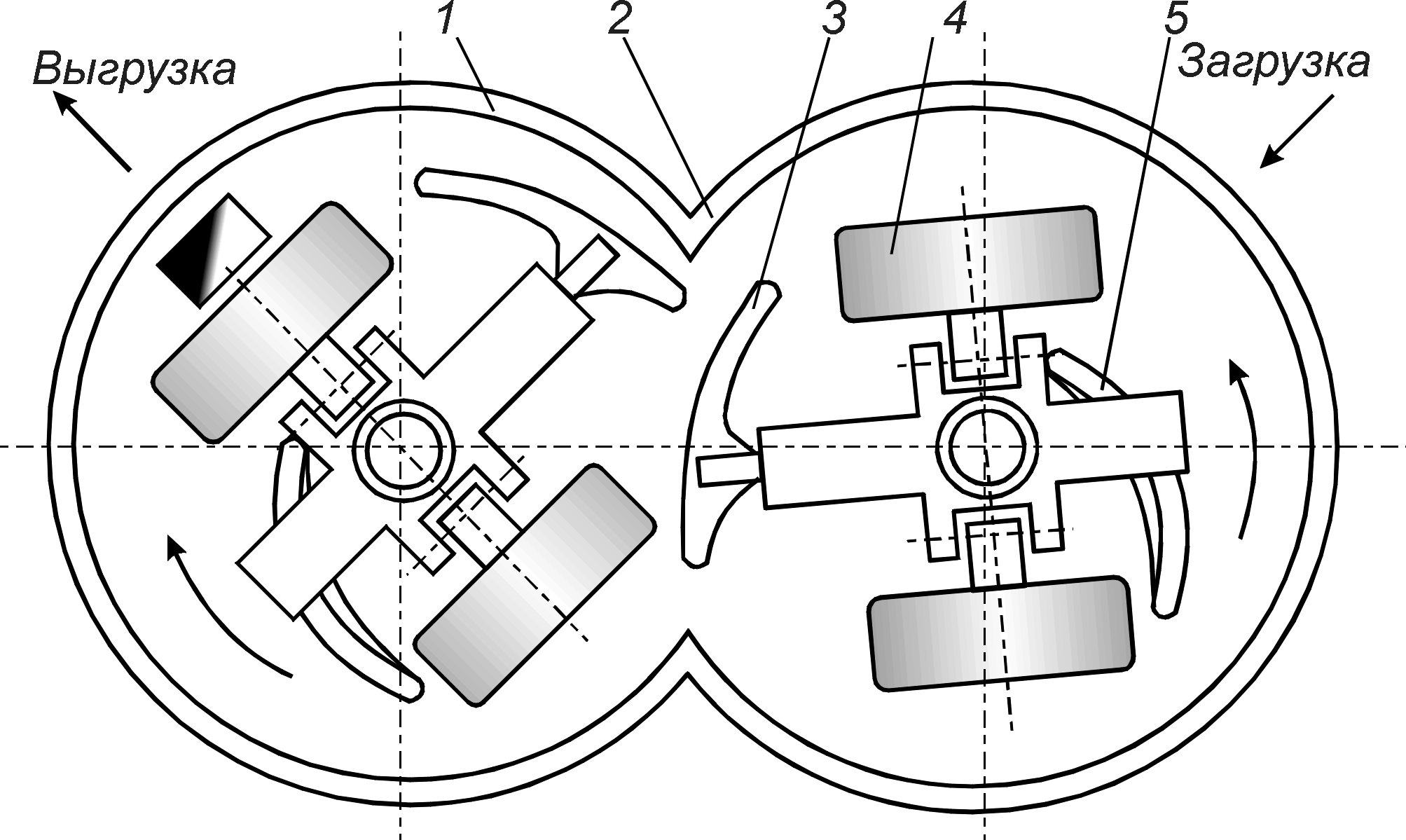
Катковые смесители непрерывного действия (рис. 39), состоят из двух смежных чаш 1 и 2, имеющих проем в месте сопряжения. Механизмы смешивания в чашах синхронно вращаются в противоположные стороны, перемешивая материалы и передавая их из одной чаши в другую. Составляющие смесь материалы подаются непрерывно в правую чашу, где вращающиеся скребки 3 подхватывают загруженный материал и перемещают его к каткам 4 и далее к боковой поверхности чаши плужками 5.
|
Рис. 38. Схема смесителей с вертикальными катками |
Под действием центробежных сил в месте сопряжения обеих чаш смесь переносится в левую чашу смесителя, а затем возвращается в правую и т. д. Однако из левой чаши в правую смесь возвращается в несколько меньшем количестве. Часть смеси за каждый оборот смешивающего механизма выдается через постоянно открытый люк в днище чаши. Бегуны работают с периодической и непрерывной загрузкой.
|
Рис. 39. Катковые смесители непрерывного действия |
12.5. Основы теории работы катковых смесителей (см)
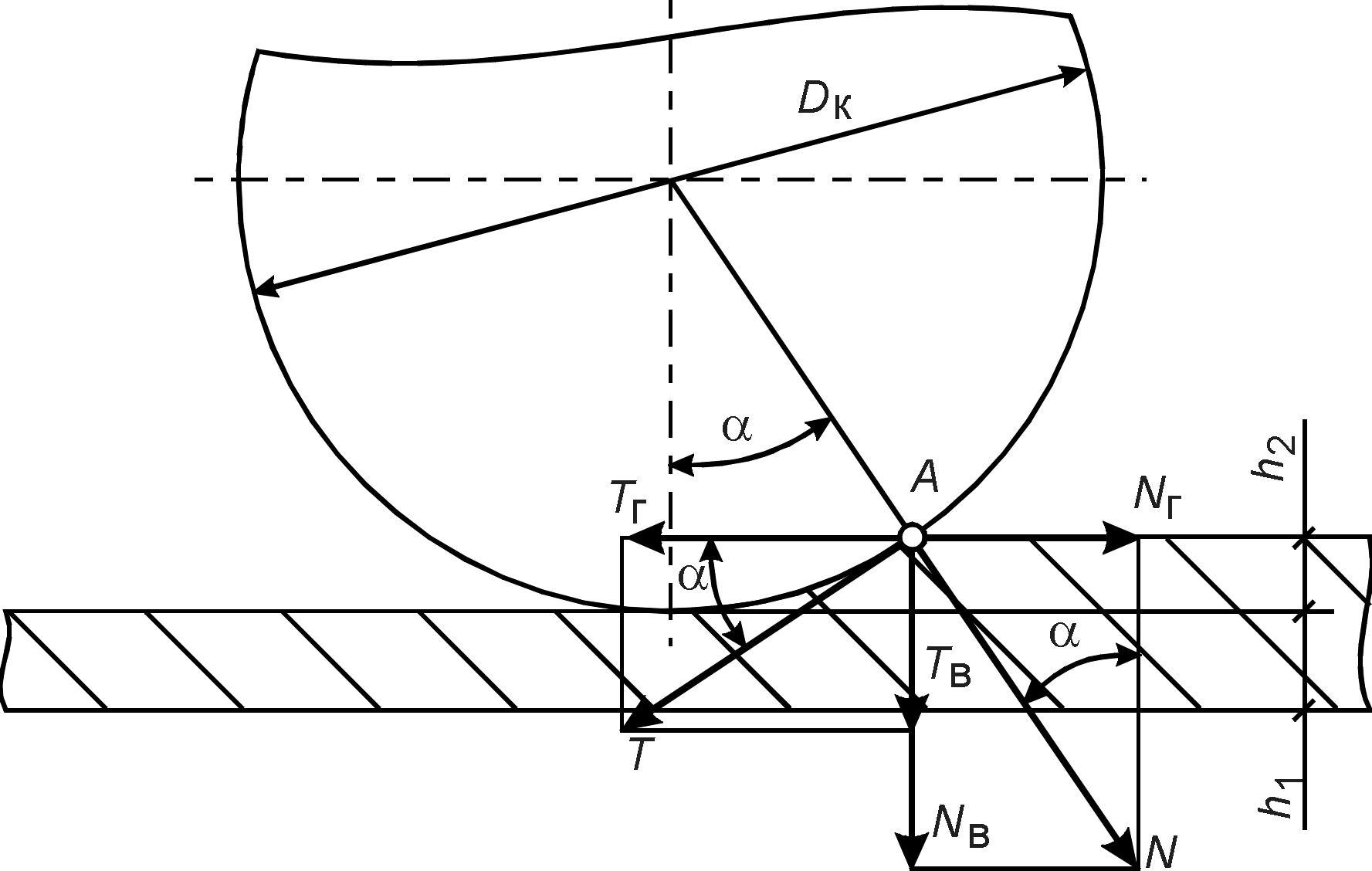
Из расчетной схемы каткового смесителя (рис. 40) видно, что перекатывание катка по слою смеси, расположенному на днище смесителя, возможно при определенном соотношении его диаметра Dк и высоты слоя смеси h2: при малом значении h2 будет низка производительность бегунов, а при очень большом значении h2 каток будет сдвигать смесь перед собой, не перекатываясь через нее. Сила трения между катком и смесью также влияет на параметры Dк и h2. Связь между параметрами определяется из рассмотрения сил, действующих на границе каток – смесь.
В точке A действуют две основные силы: сила нормального давления катка на смесь N, направленная по радиусу, и перпендикулярная ей сила трения T между катком и смесью, определяемая соотношением
|
|
(88) |
где f – коэффициент трения между катком и смесью; f = 0,60,7.
Разложим по правилу параллелограмма силы N и Т на вертикальные и горизонтальные составляющие. Из полученных прямоугольных треугольников будем иметь
|
|
(89) |
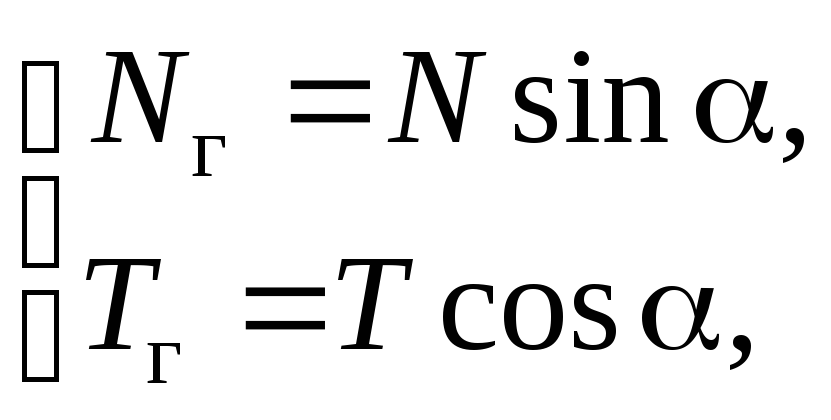
где Nг – горизонтальная составляющая силы нормального давления;
– угол захвата;
Tг – горизонтальная составляющая силы трения.
Каток будет захватывать смесь и перекатываться по ней только в том случае, когда
|
|
(90) |
|
Рис. 40. Расчетная схема каткового смесителя |
Выполнив условие (90) путем подстановки значения Tг, Nг и T получим, что
|
|
(91) |
Зная угол , путем простого геометрического построения легко найдем высоту слоя h2:
|
|
(92) |
откуда
|
|
(93) |
При коэффициенте трения равном 0,7, получим < 35°. Тогда Dк 11h2.
Толщина слоя h1, обычно равняется 2025 мм.
Мощность привода смесеприготовительных машин зависит от массы замеса и свойств смеси. Влияют на мощность и конструктивные параметры. К ним следует отнести площадь чаши, расположение и число плужков, размеры катков и место их установки, частоту вращения вертикального вала. Мощность привода катковых смесителей (бегунов) обычно выражается зависимостью
|
|
(94) |
где Nхх – мощность холостого хода, кВт;
Nпл – мощность, необходимая для перемещения плужков, кВт;
Nкач – мощность, необходимая для качения катков по смеси;
Nск – мощность, необходимая для преодоления трения скольжения катков по смеси, кВт;
пот – коэффициент дополнительных потерь.
Мощность холостого хода определяется коэффициентом полезного действия электродвигателя и потерями на трение в механизмах машины. Для серийно выпускаемых бегунов она составляет в среднем 2,53 кВт; мощность, необходимая для перемещения плужков, достигает 34 кВт; мощность на преодоление скольжения – 1,53,0 кВт. Коэффициент дополнительных потерь составляет 0,030,05. Это потери в подшипниках катков и кривошипов, которые при холостом ходе не вращаются относительно осей кривошипа.
Частота вращения вертикального вала катковых смесителей составляет 0,250,5 с–1 (1530 об/мин).