

6.4. Границы применимости процесса
Конструкция пескодувных машин позволяет осуществлять традиционные технологические процессы машинного изготовления форм с использованием связующих материалов, не требующих последующей тепловой сушки. Можно изготавливать формы из смесей, отверждаемых непосредственно в технологической емкости. Нередко изготавливаются также стержни, которые после извлечения из стержневого ящика упрочняются сушкой в специальных печах.
Под понятием «отвердение» стержня в ящике понимается повышение прочности стержня не в результате усиленного уплотнения, а вследствие физической или химической обработки. Многие стержневые смеси упрочняются в результате тепловой обработки, обработки углекислым газом или катализаторами, вводимыми либо непосредственно в стержневую смесь во время ее приготовления, либо после уплотнения стержня – в стержневой ящик. К таким технологическим процессам относятся, в частности, процессы изготовления стержней в нагреваемой (Hot-box-процесс) и холодной (Cold-box-процесс) оснастке, отверждением в стержневых ящиках при продувке СО2 или парами катализатора и др.
Поскольку пескодувные машины позволяют совмещать возможность работы по различным технологическим процессам, то понятие «универсальность машины» расширилось. Ранее оно распространялось только на геометрические и размерные параметры оборудования, т. е. на использование опок и стержневых ящиков различных размеров и с разной ориентацией плоскости разъема. В настоящее время понятие «универсальность» включает и технологические возможности оборудования, т. е. способность машины выполнять работы по нескольким различным технологическим процессам.
Пескодувный способ формовки легко дополняется прессованием, поэтому является перспективным при разработке высокопроизводительного формовочного оборудования.
7. Импульсные машины
7.1. Процесс импульсного уплотнения
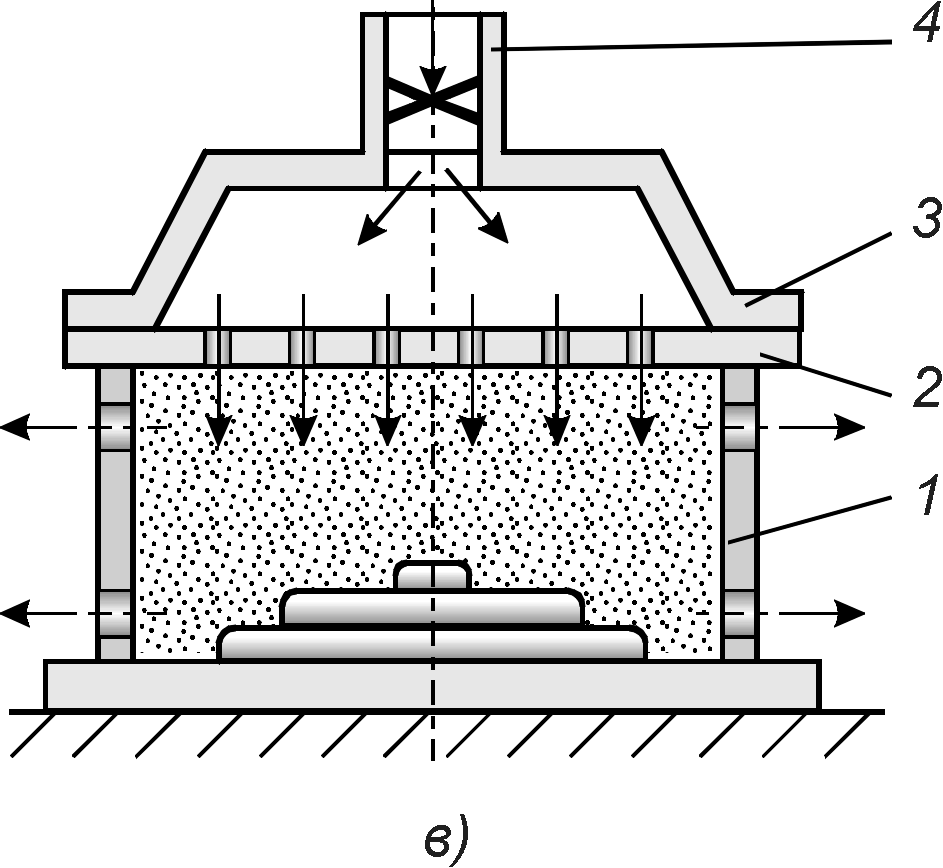
При импульсном процессе опоку с наполнительной рамкой устанавливают на модельную плиту. В опоку засыпают смесь и к наполнительной рамке прижимают герметичную камеру. Затем за 0,010,1 секунды повышают давление газа в камере над смесью. Газ с большой скоростью фильтруется через смесь. В смеси возникают сжимающие напряжения, и форма уплотняется.
В настоящее время известны два способа быстрого повышения давления газа над смесью. В 1965–1968 гг. был разработан способ взрывного прессования, при котором в герметичную камеру, прижатую к наполнительной рамке, подается газ, а иногда его смесь с кислородом. Газовоздушная или газовоздушно-кислородная смесь поджигается электрической искрой. При быстром сгорании газа давление над смесью поднимается до 2 МПа. В экспериментах использовали сжиженный пропан-бутан, природный метан или ацетилен. По некоторым данным, при применении газовоздушных смесей без кислорода результаты часто получались нестабильными.
|
Рис. 32. Схема импульсной формовки |
В первых импульсных формовочных машинах, внедренных на производстве, давление над смесью достигало 1,23 МПа. Однако работы по уплотнению смеси потоком воздуха начинали с низкого давления. С самого начала предполагали, что этот способ пригоден только для предварительного уплотнения смеси. Способ, разработанный в СССР, не стал в то время известен широкому кругу литейщиков и был незаслуженно забыт в нашей стране.
Известна еще одна модификация импульсного уплотнения – нижнее импульсное уплотнение. При этом процессе дозатор располагают под опокой, к которой сверху прижата повернутая моделями вниз модельная плита. В днище дозатора вмонтирована сетка, на которой лежит доза рыхлой смеси. При быстром подъеме давления воздуха под сеткой смесь потоком воздуха перемещается к модельной плите, прижимается к ней, после чего начинается импульсный процесс уплотнения. При «полете» смесь движется не только в вертикальном, но и в горизонтальном направлении, обтекая модель. Контрлад формы после уплотнения обычно не имеет выступов над моделью.
Расстояние от верхнего уровня смеси в дозаторе до модельной плиты близко высоте опоки (этим метод отличается от ствольного надува), поэтому давление воздуха со стороны контрлада примерно такое же, как и при обычном импульсном процессе с низким давлением газа. Однако максимальное значение скорости смеси при нижнем импульсном процессе больше, чем при обычном. Больше и инерционные силы, так как смесь разгоняется не только при уплотнении, но и при «полете» к модели. Поэтому рыхлая зона на контрладе практически отсутствует; твердость смеси здесь равна 2030 единицам.
Важная особенность нижнего импульсного уплотнения – уплотнение полуформы ладом вверх. При таком методе не нужно кантовать нижнюю полуформу перед сборкой, что существенно упрощает конструкцию машины или агрегатов автоматической линии.