

4.3. Характер уплотняющего воздействия на формовочную смесь
При уплотнении смеси на встряхивающей формовочной машине рабочий стол с опокой поднимается на некоторую высоту. Затем стол падает и ударяется о прокладку; скорость стола, а также скорость модельно-опочной оснастки падает до нуля, в то время как формовочная смесь в опоке, продолжая двигаться вниз по инерции, уплотняется. Кинетическая энергия, полученная смесью во время ее движения вниз, переходит в работу уплотнения.
4.3.1. Кинетика сил инерции при ударе встряхивающего стола
Рассмотрим характер импульсного воздействия на формовочную смесь при ударе на следующей упрощенной схеме.
Пусть тело с массой m (встряхивающий стол с полуформой) в момент соприкосновения со станиной машины имеет начальную скорость удара v0. Примем этот момент за начало отсчета времени (t0 = 0) и координаты (x0 = 0).
С момента соприкосновения стол и станина (прокладка) начнут деформироваться. Стол начнет замедляться, а силы сопротивления деформации будут расти. Наступит момент, когда кинетическая энергия падающего стола перейдет в потенциальную энергию деформированных частей. Стол остановится, а упруго деформированные части будут восстанавливать свою форму. Стол начнет двигаться вверх. Пройдя начало координат, разогнанный упругими силами, он будет продолжать движение вверх по инерции и поднимется на некоторую высоту. Поскольку часть энергии рассеется в процессе деформации в виде тепла, высота подъема будет меньше высоты, с которой стол падал. Далее стол будет подниматься под действием давления сжатого воздуха и цикл повторится.
Обозначим через c жесткость соударяющихся частей. Перемещение стола из-за деформации соударяющихся частей, отсчитываемое от этого нулевого момента времени, обозначим через x, скорость этого перемещения через v и ускорение движения через j. Уравнение движения стола в момент удара (условие равновесия) может быть записано следующим образом:
|
|
(36) |
Здесь первое слагаемое – сила упругой деформации, второе – сила давления движущегося стола. Если разделить уравнение (36) на массу m и умножить на минус единицу, получим
|
|
(37) |
где m – масса стола, кг;
c – жесткость стола, Н/м;
x – текущая координата, отсчитываемая от точки соприкосновения соударяющихся частей, м;
– круговая частота собственных колебаний стола, рад/с.
Частота собственных колебаний твердого тела выражается через жесткость и массу следующим образом
|
|
(38) |
Уравнение (37) описывает автоколебания системы с массой m и жесткостью c и представляет собой однородное линейное дифференциальное уравнение второго порядка с постоянными коэффициентами, без правой части, и с мнимыми комплексными корнями характеристического уравнения. Решение его имеет следующий вид
|
|
(39) |
Продифференцировав это решение, получим выражение для скорости:
|
|
(40) |
Для нахождения постоянных коэффициентов A и B в уравнение (39) подставляем первое начальное условие (x = 0 при t = 0), а в уравнение (40) второе начальное условие (v = v0 при t = 0), где время t отсчитывается от начального момента соударения. Получаем значения постоянных коэффициентов: A = 0, а B = v0/ и имеем окончательно
|
|
(41) |
|
|
(42) |
Предельное время tпр всей деформации найдем, положив v = 0 в уравнении (42). Получаем
|
|
(43) |
что дает величину предельного времени деформации
|
|
(44) |
При этом полная деформация соударяющихся частей равняется
|
|
(45) |
Текущее значение ускорения движения j = dv/dt (в момент времени t) находим продифференцировав уравнение (42)
|
|
(46) |
Сила давления встряхивающего стола на станину F = т(j) равняется:
|
|
(47) |
В момент конца деформации соударяющихся частей будем иметь следующие предельные значения ускорения и силы давления
|
|
(48) |
|
|
(49) |
На рис. 23 показан характер нагружения формовочной смеси силами инерции во времени при ударе встряхивающего стола.
|
Рис. 23. Изменение инерционных сил во времени при встряхивании |
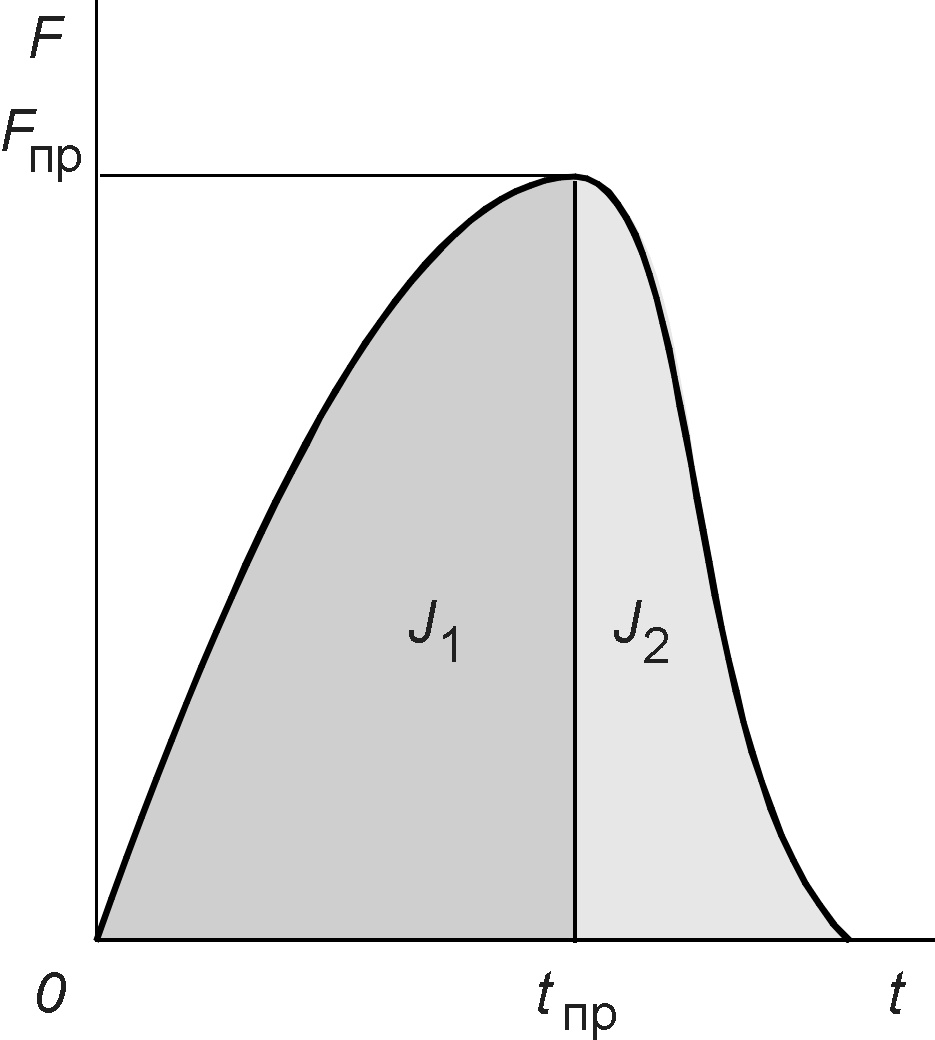
Как следует из полученных решений (формулы 44 и 48), продолжительность нагружения tпр и максимальное ускорение инерции jпр при ударе зависят от частоты собственных колебаний системы , которая, в свою очередь определяется жесткостью c. С уменьшением жесткости c собственная частота уменьшается (уравнение 38). При этом tпр увеличивается (удар растягивается по времени), а ускорение инерции уменьшается. При увеличении жесткости – наоборот. Следовательно, можно регулировать характеристики удара, применяя прокладки из различных материалов на ударных поверхностях машины.