

5. Пескометы
5.1. Классификация, устройство и работа пескометов
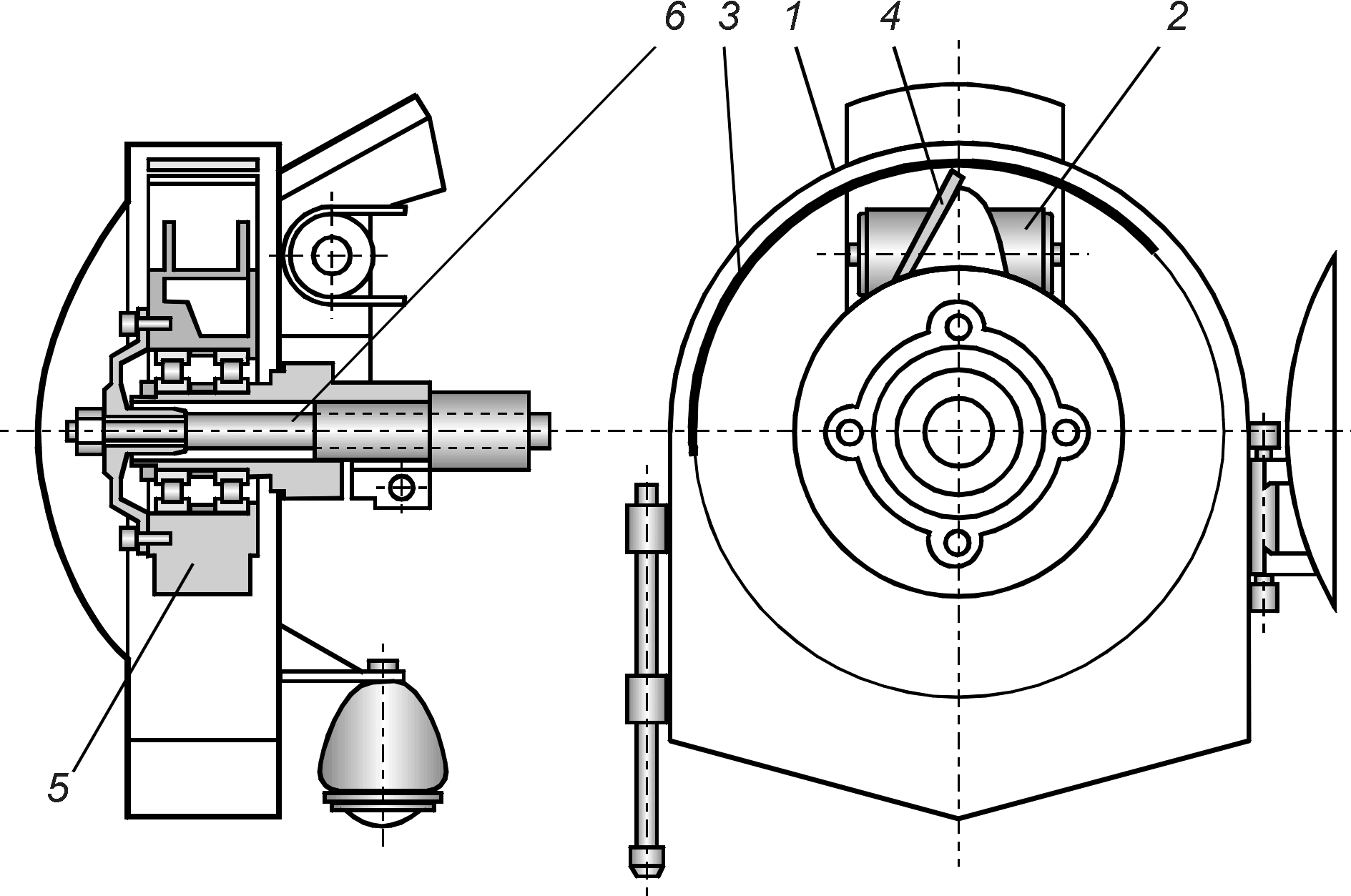
Пескомет – формовочная машина, которая выполняет две функции: наполняет опоку формовочной смесью и уплотняет ее. Различают пескометы передвижные и стационарные. Основной рабочий орган пескомета – метательная головка (рис. 28). Она представляет собой кожух 1, в котором на приводном валу 6 жестко посажен ротор 5 с ковшом-лопаткой 4. В кожух ленточным конвейером 2 непрерывно подается формовочная смесь. Захватываемая и увлекаемая вращающимся ротором с ковшом смесь под действием сил инерции прижимается к направляющей дуге 3, расположенной между кожухом и ковшом, несколько уплотняется, образуя «пакет» и выбрасывается из головки в опоку.
|
Рис. 28. Метательная головка пескомета |
|
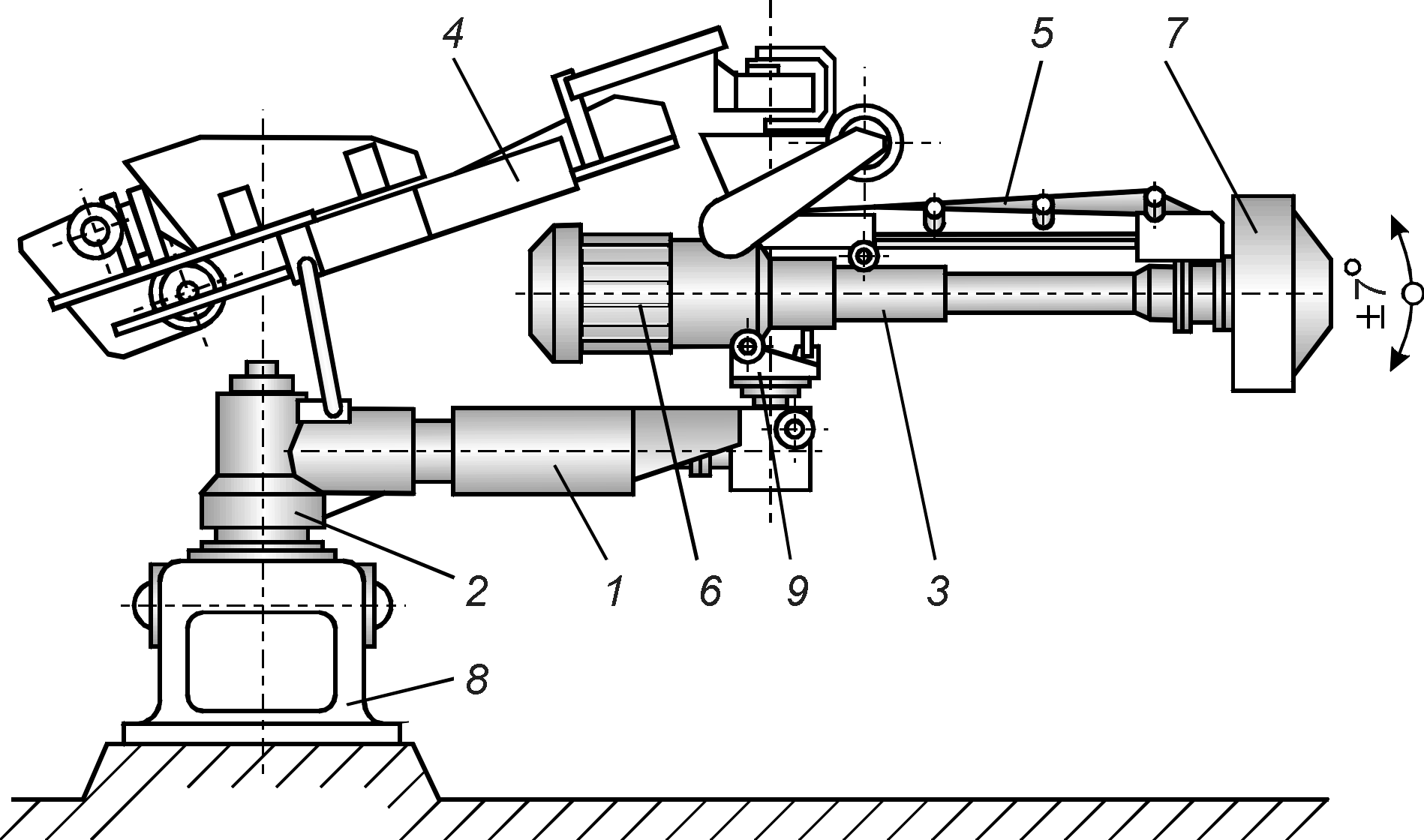
Рис. 29. Общий вид стационарного поворотного двухрукавного пескомета |
Производительность современных пескометов по уплотненному объему смеси 50 м3/ч и выше при диаметре ротора метательной головки 400800 мм.
Ротор имеет от 1 до 3 лопаток. Частота вращения до 25 с–1 (1500 об/мин). Абсолютная скорость вылета пакета достигает 60 м/с.
Главное преимущество пескометов – высокая и равномерная плотность набивки формы любой высоты и площади. Однако из формовочной смеси должны быть удалены все металлические включения, так как в противном случае может быть заклинивание ротора скрапом и его поломка.
По конструктивному исполнению различают подвесные и двухрукавные пескометы.
Подвесной пескомет (качающийся стол) состоит лишь из метательной головки, которая шарнирно подвешена к опорной металлоконструкции. Формовочная смесь из бункера дисковым питателем подается по желобу в метательную головку, а из нее выбрасывается через направляющий кожух в опоку.
Благодаря тангенциальной подаче смеси в головку значительно сокращается расход электроэнергии. Подвесные пескометы выпускаются производительностью от 3 до 6 м3/ч.
Двухрукавные пескометы могут быть как стационарные, так и передвижные. Передвижные пескометы, в свою очередь, могут быть: велосипедные, тележечного типа, мостового типа и локомотивные.
Стационарные двухрукавные пескометы изготовляют производительностью 1012 м3/ч уплотненной смеси. Пример стационарного двухрукавного пескомета приведен на рис. 29.
Передвижные консольные пескометы предназначены для набивки крупных опок шириной до 4,5 м. Они передвигается вдоль стоны пролета на тележке по одному рельсу, уложенному на полу цеха, и по верхнему опорному пути, подобно велосипедному крану. Пескомет имеет два рукава – большой с вылетом порядка 4 м и малый с вылетом порядка 3 м. Формовочная смесь подается в бункер пескомета ленточным конвейером с помощью сбрасывающего скребка.
Все движения рабочих органов пескомета механизированы и управляются с пульта, расположенного у метательной головки и перемещаемого вместе с ней. Тележка, метательная головка и ленточные конвейеры рукавов приводятся с помощью электродвигателей, а поворот рукавов в горизонтальной плоскости, подъем, и опускание большого рукава осуществляется с помощью гидропривода и реечной передачи. Диаметр метательной головки составляет около 600 мм. Мощность электродвигателя привода головки 2025 кВт. Частота вращения ротора 2325 с–1 (14001500 об/мин). Скорость выхода смеси из головки 4550 м/с. Производительность передвижных консольных пескометов 2025 м3/ч.
Передвижные пескометы могут иметь как стационарный, так и сменный бункер и предназначаются для уплотнения форм размером до 810 м. Ходовая часть передвижных пескометов выполняется в виде специальных тележек, передвигающихся на рельсовых путях, подобно мостовому крану.
Автоматизированные пескометы управляются по заранее заданной программе, без участия человека.