

17.2.1. Рубильные молотки
Пневматические рубильные молотки применяют для удаления с поверхности отливок заливов, элементов литниковых систем, ужимин, а также для очистки поверхности тяжелых отливок от пригара.
Для обрубки отливок используют главным образом молотки золотникового типа. Молотки с коротким ходом ударника (до 100 мм) применяют для легкой обрубки литья, молотки с длинным ходом – для тяжелой обработки.
Устройство рубильного молотка показано на рис. 102. В стволе 1 помещен ударник 2, который под действием сжатого воздуха совершает возвратно-поступательное движение, нанося удары по хвостовику рабочего инструмента 3 (зубила). Переключение течения воздуха производится автоматически золотником 4. Пуск молотка осуществляется нажатием курка 5, помещенного в рукоятке 6. Шланг для подвода сжатого воздуха прикрепляется к молотку с помощью резьбового ниппеля и футорки, ввинчиваемой в отросток рукоятки молотка.
|
Рис. 102. Устройство пневматического рубильного молотка |
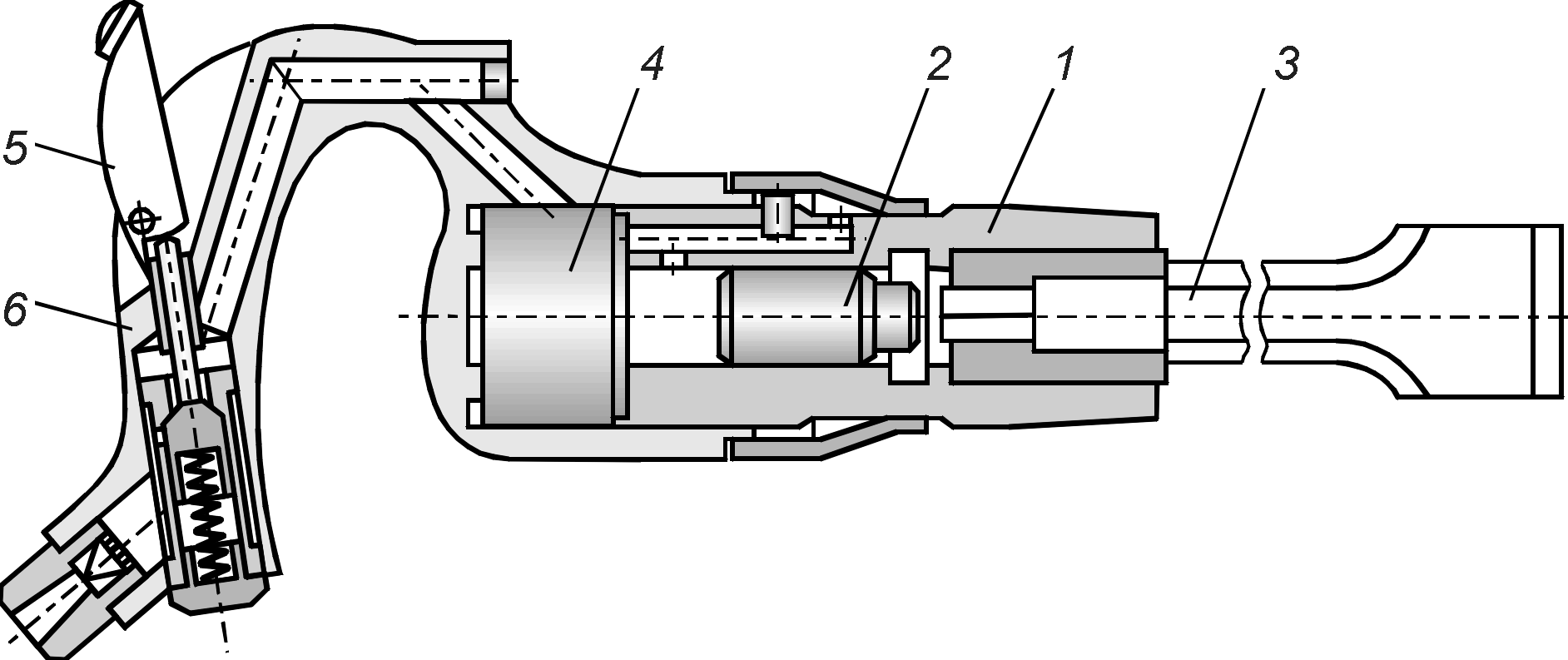
Для устранения проникновения в молоток вместе со сжатым воздухом грязи и пыли в футорку закладывают сетку, которая их задерживает.
|
Рис. 103. Зубила для очистки и зачистки отливок |
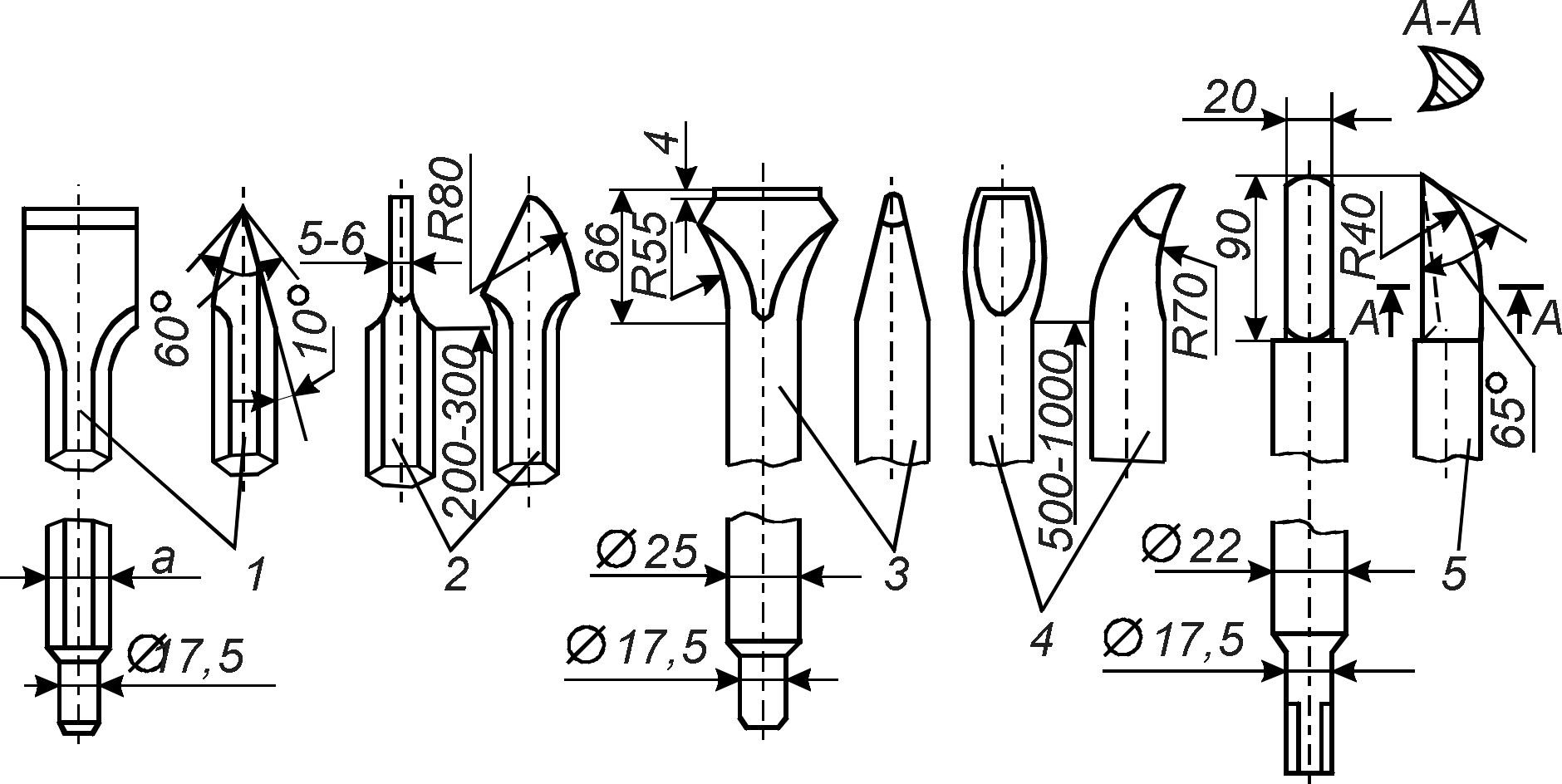
Существенную роль в повышении производительности труда при обрубке отливок пневматическими рубильными молотками играет правильный выбор зубила. На рис. 103 показаны зубила, которыми пользуются квалифицированные обрубщики, достигая высокой производительности при обрубке стальных и чугунных отливок.
Зубила 7, 2 и 5 применяют для очистки поверхности отливок от пригоревшей формовочной смеси и для вырубки пороков отливок под заварку. Зубила 3 с уширенной рабочей частью применяют для обрубки стальных отливок после отжига. Зубила 4 имеют специальную загнутую рабочую часть и применяют для очистки внутренних сферических поверхностей.
Хвостовики зубил делают не только цилиндрическими, но и шестигранными. Такие зубила используют, когда вращение инструмента при обрубке недопустимо, например, при выполнении точных обрубных работ (зачистка заваренных мест на обработанной поверхности, обрубка холодильников и т. п.).
Высокой стойкостью при работе обладают зубила из сталей марок 4ХС, 6ХС, 7ХС. Твердость рабочей кромки зубила должна быть HRC 5861. Уменьшение твердости резко снижает стойкость инструмента, а увеличение приводит к выкрашиванию кромки. Рекомендуется немного притуплять лезвие зубила, затачивая на нем площадку шириной 0,30,5 мм для предохранения рабочей кромки от выкрашивания.
17.2.2 Галтовочные барабаны
Одним из способов очистки отливок является галтовка в барабанах. Очистка в галтовочном барабане происходит в результате совокупности нескольких процессов. Это взаимное соударений и трение отливок, а также соударение и трение отливок о стенки барабана. Для интенсификации процесса в барабан загружают специальные звездочки, отливаемые из белого чугуна.
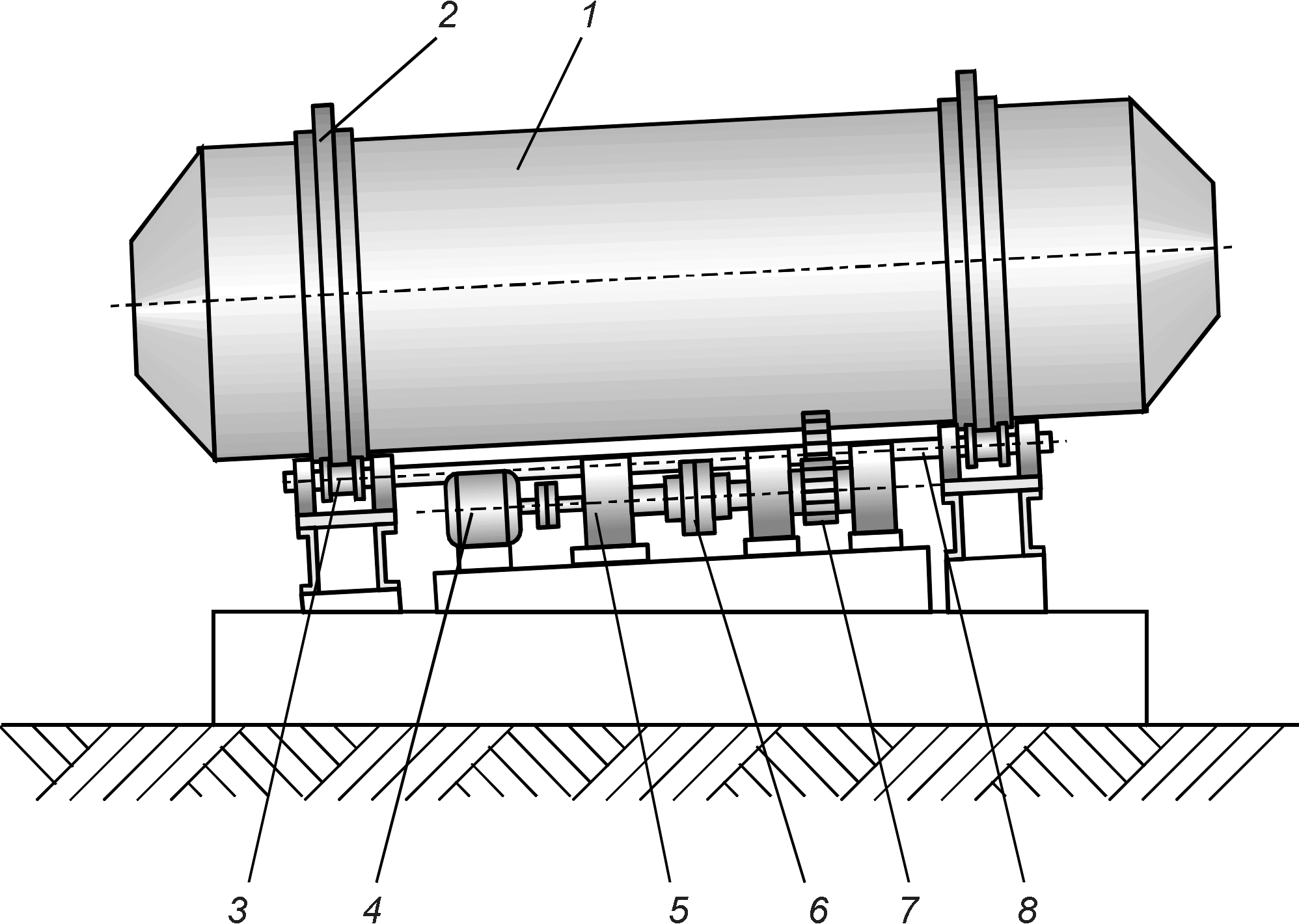
Применяют галтовочные барабаны периодического и непрерывного действия. Галтовочный барабан периодического действия (рис. 104) обеспечивает высокое качество поверхности отливок.
Одновременно с очисткой отливок в галтовочном барабане может происходить выбивка стержней и отбивка элементов литниковых систем.
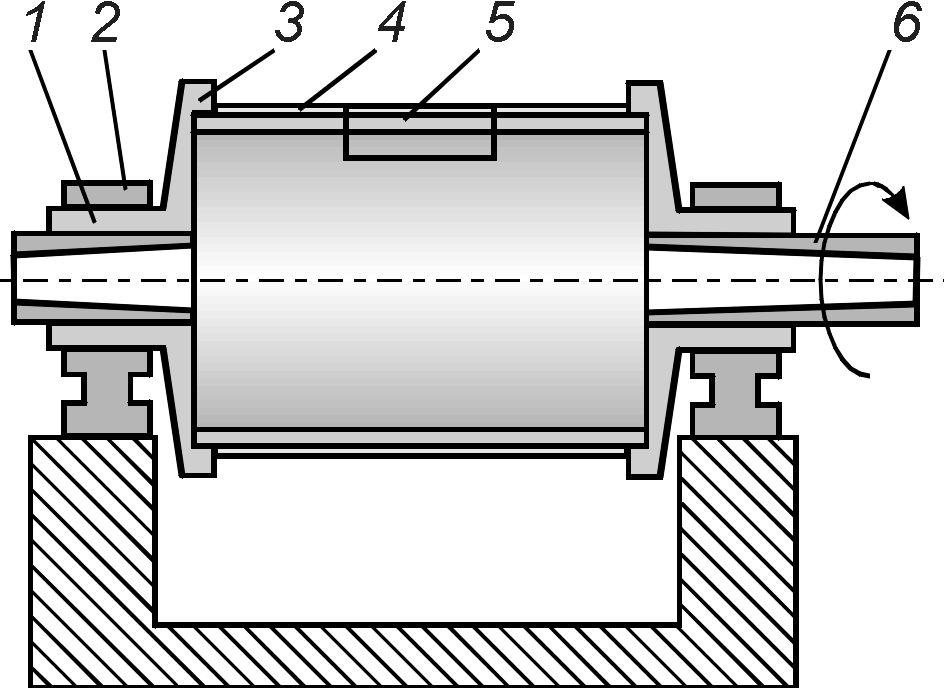
Основные узлы галтовочного барабана: рама со стойками, обечайка барабана, скиповый подъемник и электроталь.
Барабан подвешен на цапфах 1 и 6, которые входят в подшипники 2, установленные на стойках рамы.
В обечайке барабана 4 прорезан загрузочный люк 5, закрываемый крышкой, которая закрепляется с помощью запора. Через отверстия в цапфах барабана предусматривается подключение пылеотсоса путем присоединения машины к системе цеховой вентиляции.
При проектировании определяют скорость вращения барабана, мощность электродвигателя привода барабана и мощность электродвигателя привода скипового подъемника. Для обеспечения безопасности работы проверяют установленный на скиповом подъемнике тормоз.
От скорости вращения барабана зависит интенсивность относительного перемещения отливок и, следовательно, эффективность очистки.
По практическим данным оптимальной является скорость вращения, при которой центробежная сила, действующая на отливку у поверхности барабана, составляет от 50 до 60% силы тяжести отливок (mg). Меньшее значение принимается для барабанов диаметром свыше 0,7 м, большее – для барабанов диаметром менее 0,7 м.
|
Рис. 104. Галтовочный барабан периодического действия |
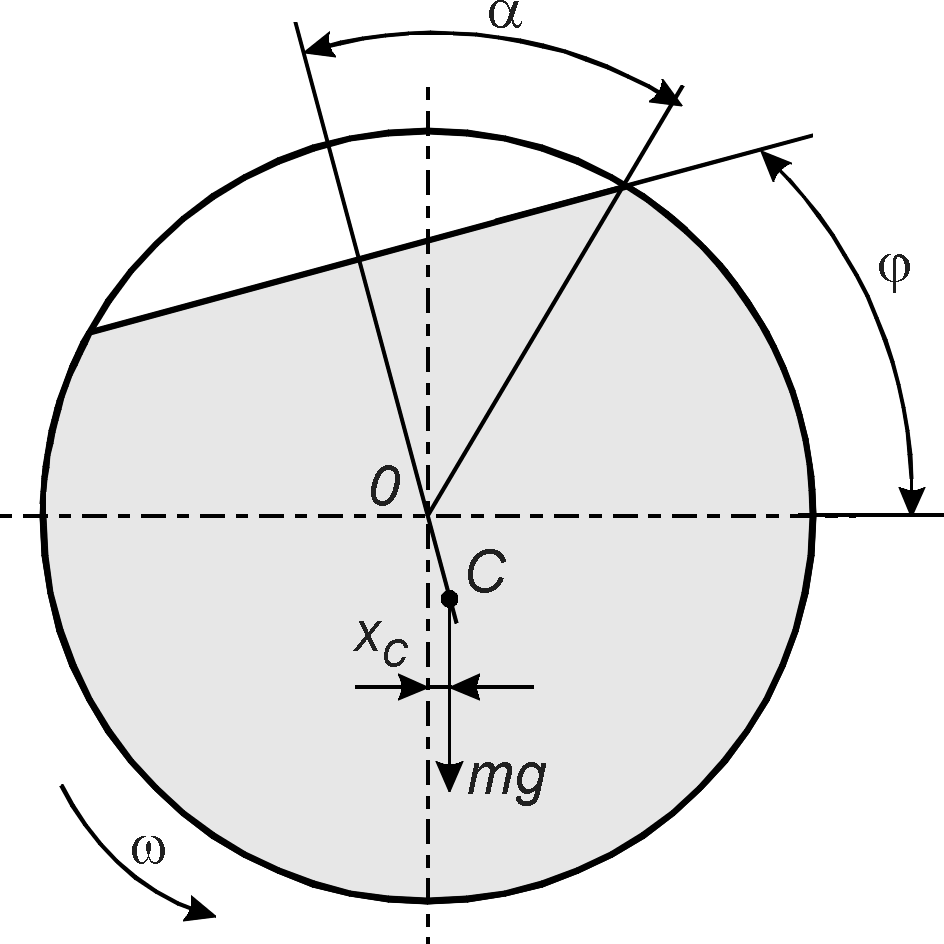
Рис. 105. Схема к расчету галтовочного барабана |
При этих условиях отливки не прижимаются все время к стенке барабана под действием центробежной силы, но и не сползают без подъема.
Формулы для вычисления угловой скорости барабанов имеют вид:
при D 0,7 м
|
|
(159) |
при D < 0,7 м
|
|
(160) |
где D – внутренний диаметр обечайки барабана, м;
б – угловая скорость вращения барабана, рад/с.
Мощность электродвигателя привода вращения барабана можно определить по моменту, создаваемому загрузкой барабана при его вращении.
Сечение барабана плоскостью, перпендикулярной оси вращения, с обозначениями величин, принимаемых при расчете, приведено на рис. 105.
Здесь – угол расположения свободной поверхности загрузки относительно горизонтальной плоскости, рекомендуется = 40°; xc – смещение центра тяжести загрузки от вертикальной оси барабана, мм; m – масса загрузки барабана, кг; C – центр тяжести загрузки барабана; – половина угла сегмента свободного объема барабана, рад.
Расстояние от центра тяжести сечения загрузки до центра круга (отрезок OC) вычисляется по формуле
|
|
(161) |
Величина загрузки барабана определяется коэффициентом загрузки K, показывающим отношение объема загрузки к общему объему обечайки барабана. Обычно K принимают от 0,7 до 0,8.
Считая, что загрузка барабана равномерно распределяется по длине, можно принять
|
|
(162) |
где Sc – площадь сегмента, образованного загрузкой, м2;
Sн – площадь сечения барабана, м2.
Рассматривая совместно формулы (161) и (162), получаем
|
|
(163) |
Формулу 163 с погрешностью 1% можно заменить выражением
|
|
(164) |
Так как момент, создаваемый загрузкой относительно оси вращения барабана может быть определен формулой
|
|
(165) |
где xс – проекция отрезка OC на горизонтальную ось круга:
|
|
(166) |
то с учетом формулы (4.10) получим
|
|
(167) |
Зная момент создаваемый загрузкой барабана, можно вычислить мощность электродвигателя привода барабана, кВт (все величины в системе СИ)
|
|
(168) |
где – к. п. д. привода вращения барабана, принимаемый на основе практических данных в пределах = 0,60,8.
Мощность электродвигателя скипового подъемника (в кВт) находится по формуле
|
|
(169) |
где mк – масса ковша скипа, кг;
m – масса загрузки скипа, кг;
v – скорость подъема ковша (v = 0,030,04 м/с);
об – общий к. п. д. механизма привода скипа;
|
|
(170) |
где зп – к.п. д. открытой зубчатой пары;
р – к. п. д. редуктора;
рп – к. п. д. ременной передачи;
б – к. п. д. канатного барабана с учетом трения в подшипниках;
п – к. п. д. сдвоенного полиспаста.
Расчет тормоза скипового подъемника состоит в проверке надежности удержания груза неподвижным с определенным запасом усилия торможения.
Тормозной момент при этом должен отвечать условию
|
|
(171) |
где kт – коэффициент запаса торможения, равный для легких режимов работы 1,5 и для средних режимов 1,75;
Mст – статический момент (в Нм) груза, приведенный к тормозному валу, определяемый по формуле
|
|
(172) |
где D0 – диаметр барабана по центру каната, м;
c – число ветвей каната, закрепленных на барабане;
a – кратность полиспаста;
nп – число полиспастов;
iр – передаточное число редуктора;
iзп – передаточное число зубчатой пары;
т – коэффициент полезного действия механизма, равный
|
|
(173) |
Галтовочный барабан непрерывного действия (рис. 106) представляет собой обечайку 1, открытую с торцов. Барабан наклонен к горизонту на 410°. За счет этого наклона отливки продвигаются вдоль барабана и очищаются в результате трения друг о друга.
|
Рис. 106. Галтовочный барабан непрерывного действия |
|
Рис. 107. Внутренне устройство галтовочных барабанов |
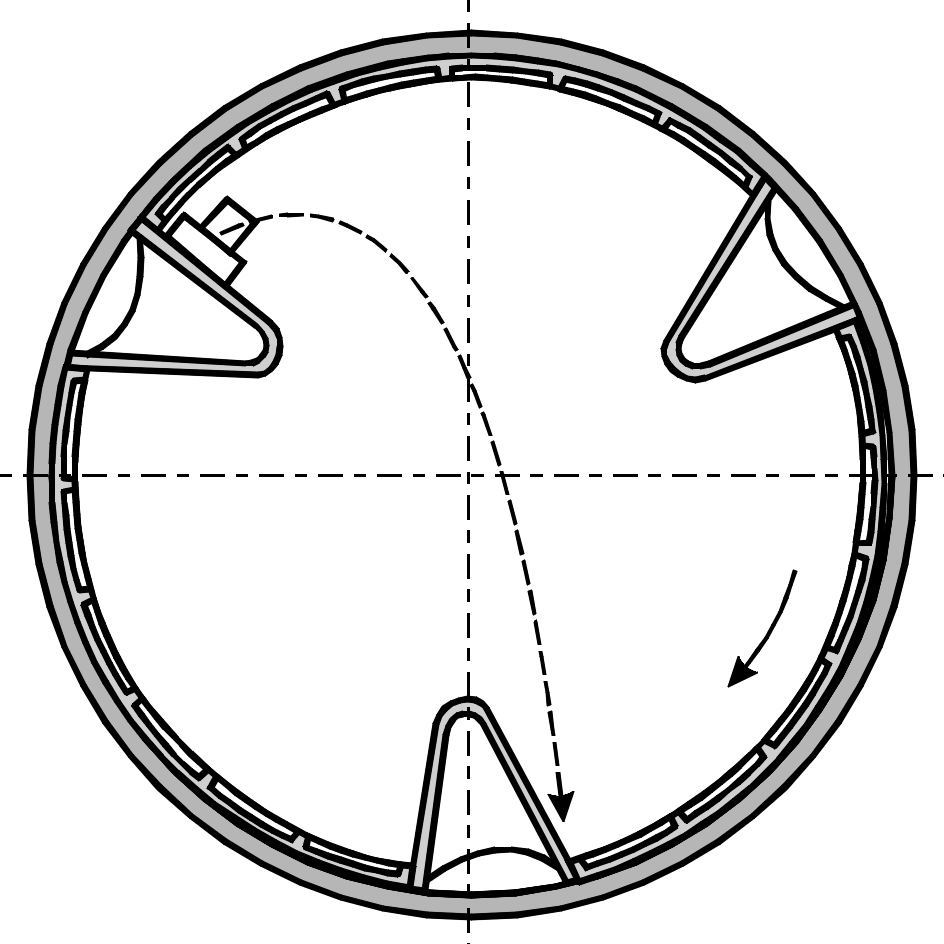
Для интенсификации процесса переворачивания отливок, на внутренней поверхности галтовочных барабанов могут выполняться выступы (рис. 107).