15.3.4. Лотковый питатель
Лотковый питатель (рис. 77) состоит из лотка 1, пружинящих пластин 4, жестко скрепленных с желобом и металлической рамой 5. Лоток совершает возвратно-поступательные колебания с частотой 50 Гц и амплитудой 2 мм с помощью электромагнитного вибратора 3. Во время хода вперед лоток на пружинах поднимается. Вследствие этого материал, находящийся в лотке, прижимается к дну лотка и перемещается вместе с ним. При ходе назад материал по инерции проскальзывает в лотке в направлении транспортирования.
Лоток при этом опускается, что способствует меньшему сцеплению материала и желоба. Регулировка количества выдаваемого материала производится изменением амплитуды колебаний и регулированием заслонки 2.
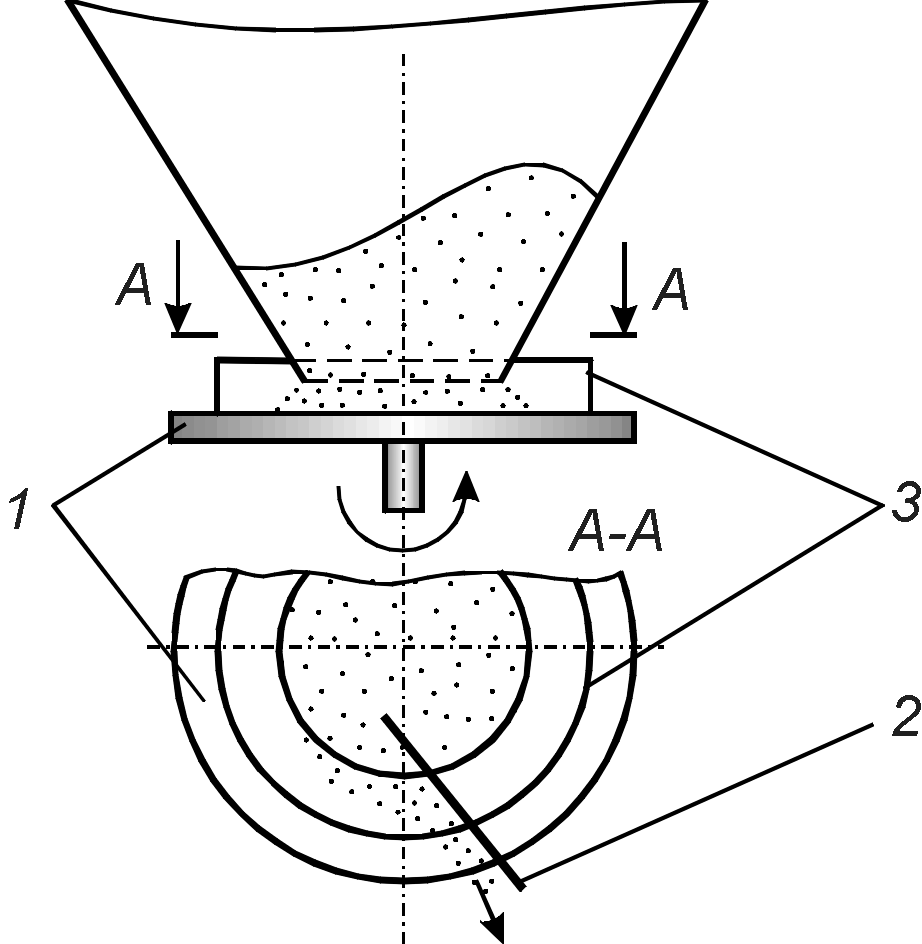
15.3.5. Тарельчатый питатель
Тарельчатый питатель (рис. 78) представляет собой вращающийся вокруг вертикальной оси диск 1. Из бункера материал поступает на этот диск и снимается с него скребком 2. Для предотвращения просыпания материала с диска служит металлическое кольцо 3 с прорезиненной уплотнительной манжетой. Выдача материала регулируется путем подачи скребка 9 вдоль его продольной оси, а также изменением зазора между кольцом 3 и диском 1.
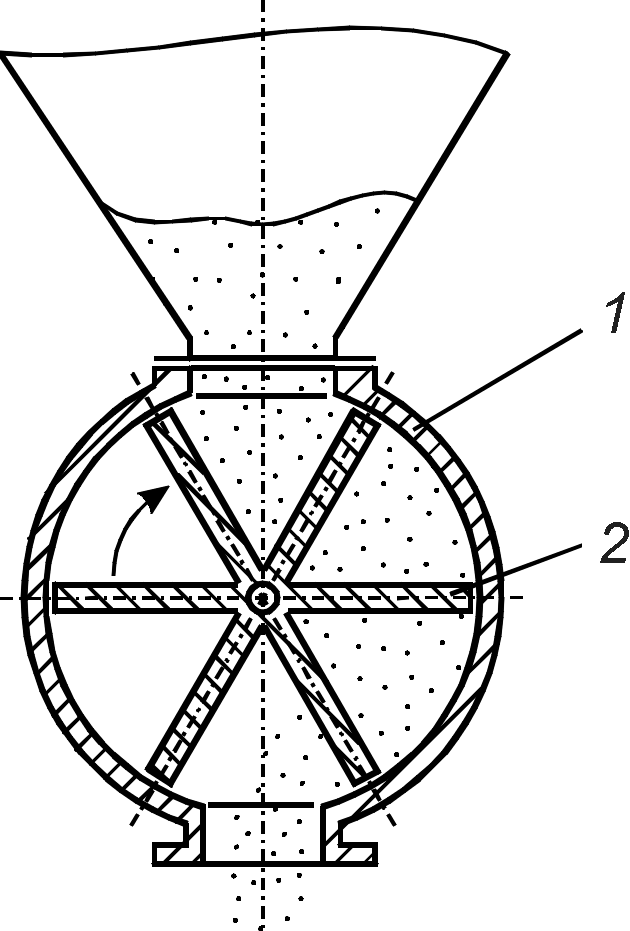
15.3.6. Лопастной питатель
Лопастной питатель (рис. 79) представляет собой корпус 1, внутри которого вокруг горизонтальной оси вращается ротор со встроенными лопатками 2. Изменением частоты вращения ротора можно регулировать количество выдаваемого из бункера материала.
|
Рис. 78. Тарельчатый питатель |
Рис. 79. Лопастной питатель |
15.4. Дозаторы
Дозаторы – это устройства, служащие для точного дозирования заданного количества компонентов сухих и жидких формовочных материалов и смесей. Различают объемные и весовые дозаторы. Объемные дозаторы могут быть непрерывного действия и периодического. У дозаторов непрерывного действия заданное количество компонента определяется временем выдачи или частотой вращения вала дозатора. У дозаторов периодического действия заданное количество сухого компонента определяется объемом емкости. Роль объемных дозаторов непрерывного действия могут выполнять рассмотренные выше питатели: ленточные, пластинчатые, шнековые, лотковые, тарельчатые и лопастные. Объем дозы в этом случае определяется длительностью работы дозатора, например, с помощью реле времени.
Объемные дозаторы непрерывного действия с дозировкой материала по времени легко встраиваются в автоматический цикл работы установки. Из них наибольшее распространение получили тарельчатые, многошнековые и ленточные, как наиболее надежные.
К объемным дозаторам периодического действия относятся бункерные, коробчатые, поворотные и шиберные дозаторы.
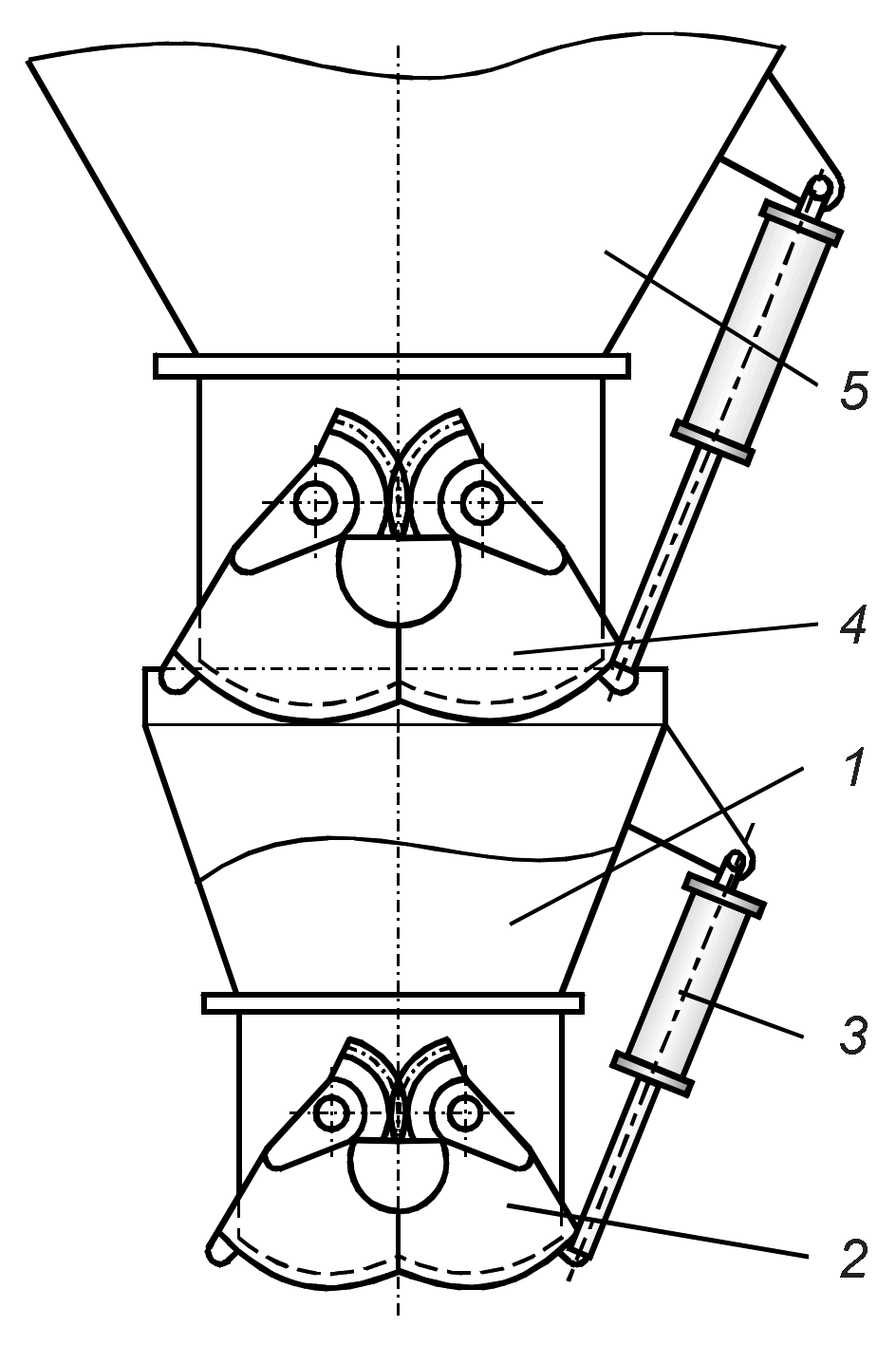
15.4.1. Бункерный дозатор
Бункерный дозатор (рис. 80) состоит из промежуточной емкости 1 (бункер малой емкости) с челюстным затвором 2 и пневматическим цилиндром 3 привода затвора.
|
Рис. 80. Бункерный дозатор |
Рис. 81. Коробчатый дозатор |