

3.4. Способы снижения основного недостатка прессования
Для снижения влияния разного уплотнения смеси над моделью и вокруг нее на качество формы, были разработаны некоторые технологические приемы и конструктивные решения.
3.4.1. Прессование с профильной засыпкой смеси в опоку
Для выравнивания плотности набивки формы над моделью и вокруг нее проще всего выполнить профилирование смеси перед прессованием. Обычно формовщик после засыпки смеси руками разгребал смесь таким образом, чтобы над моделями получались углубления. В этом случае жесткая плоская прессовая колодка деформирует сначала объемы смеси вокруг модели. Деформация смеси над моделями начинается с того момента, когда колодка достигнет дна углубления. Далее весь объем смеси деформируется одновременно. По окончании прессования контрлад формы получается плоским. В данном случае не требуется модификация оборудования, но процесс профилирования не стабилен, поскольку выполняется вручную по субъективной оценке формовщика.
3.4.2. Прессование жесткой профильной колодкой
Прессование профильной колодкой является инверсным по отношению к прессованию с профильной засыпкой. В этом случае углубления над моделями выполняются не в смеси, а в прессовой колодке.
При прессовании колодка начинает прессовать смесь в опоке своими выступами, и лишь после того, как дно углубления коснется смеси, начнется прессование объемов над моделями.
Процесс стабильнее профильной засыпки, поскольку не зависит от формовщика, однако имеет два недостатка. Во-первых, контрлад получается не плоским, во-вторых, для каждой модели требуется своя прессовая колодка.
3.4.3. Прессование решеткой
Удачным следует считать решение использовать в качестве прессовой колодки решетку. При этом сжимающие смесь напряжения определяются силой трения смеси проталкиваемой между ребрами.
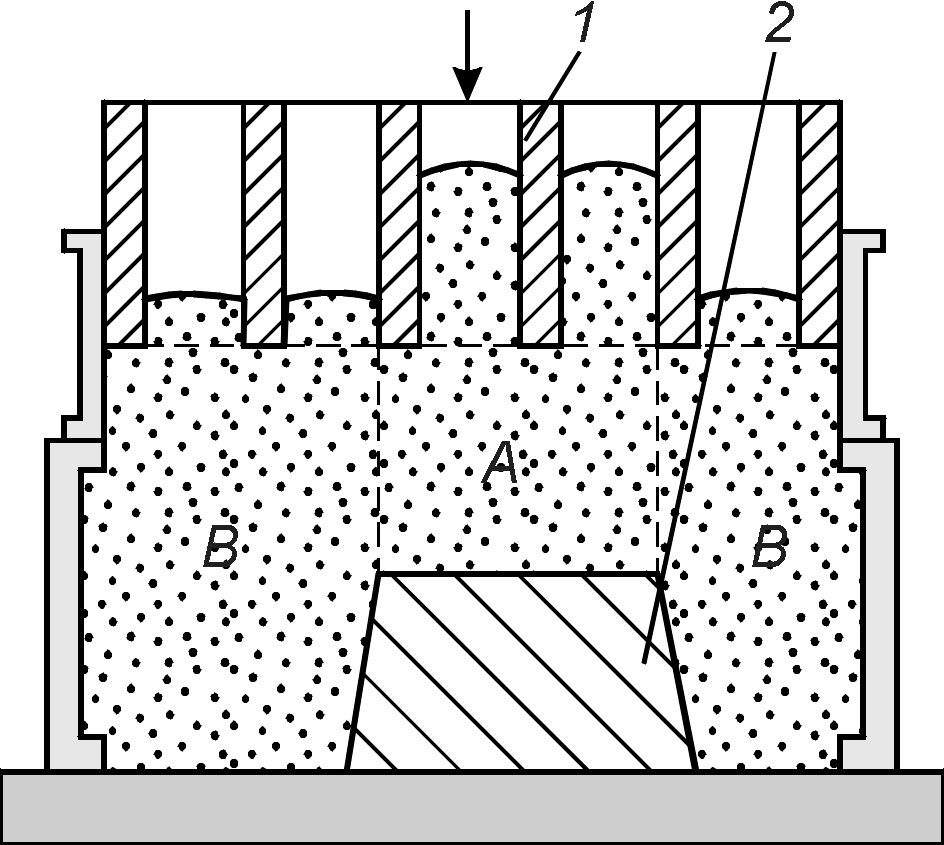
Обычно решетка состоит из ряда параллельных пластин – ребер 1, соединенных рамкой (рис. 6). При прессовании формы столб A над моделью 2 уплотняется быстрее, чем столбы B около модели, и напряжения в столбе A всегда больше напряжений в столбах B. Поэтому через зазоры между пластинами решетки смесь из столба A выдавливается интенсивнее, чем из столбов B. В результате плотность смеси под решеткой выравнивается по всему горизонтальному сечению формы.
|
Рис. 6. Прессование решеткой |
Решетка может состоять из взаимно перпендикулярных ребер, зазоры между которыми в отдельных местах могут перекрываться пластинами, например, над плохо уплотняемыми частями формы. По принципу действия решеткой является плоская перфорированная плита с отверстиями, плита с вертикальными стержнями, имеющими плоские торцы.
Решетку можно применять как при верхнем, так и при нижнем прессовании. Контрлад полуформы всегда получается плоским. При нижнем прессовании этим способом всегда можно получить полуформу, лад которой совпадает с ладом опоки.
Для того чтобы решетка работала стабильно, после изготовления каждой полуформы необходимо удалять из решетки оставшуюся в ней смесь. Для этого на решетке устанавливают вибратор, который включается при обратном ходе стола формовочной машины.
Данный метод успешно применяют для изготовления форм размером 1000x750x250 мм.