

14.3.3. Вибрационное сито
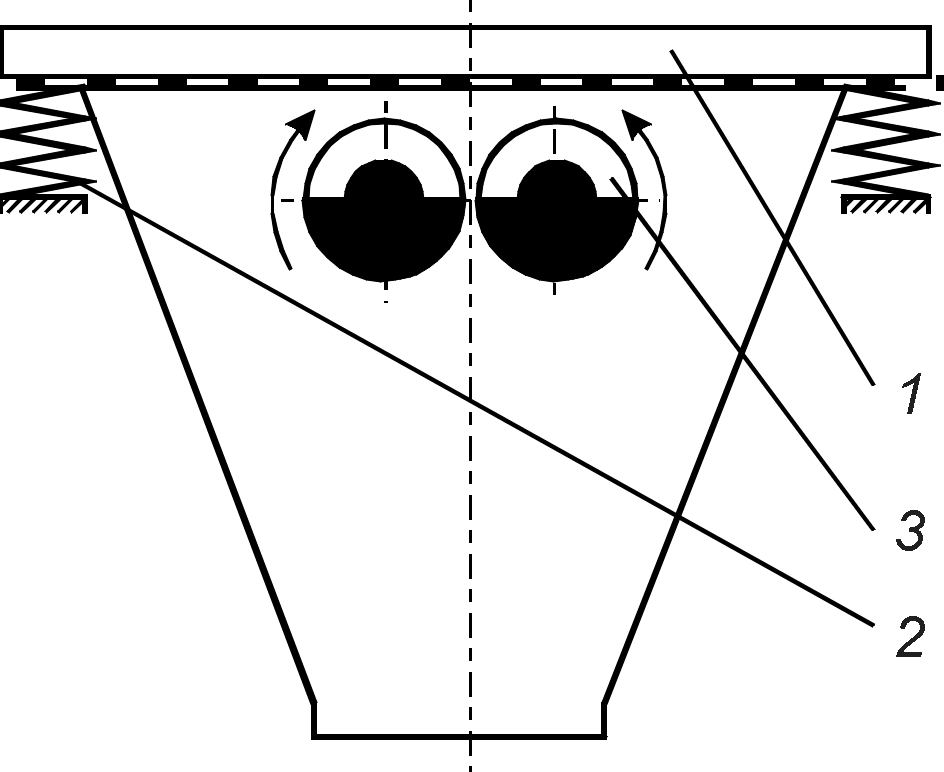
Вибрационное сито (рис. 66) состоит из рамы 1, опирающейся на пружины 2, и двух неуравновешенных валов 3, вращение которых осуществляется в противоположных направлениях. Это создает направленные вертикальные колебания при горизонтальном расположении сита. Эти сита более производительны, экономичнее плоских механических сит и имеют более высокий коэффициент просеивания.
|
Рис. 66. Вибрационное сито |
Наиболее выгодный режим работы вибрационного сита будет в том случае, когда период собственных колебаний сита равен периоду вынужденных колебаний (резонанс).
Для этого случая суммарная масса (в кг) возмущающих грузов двухвального вибровозбудителя m0 можно выразить формулой
|
|
(128) |
где mс – масса сита и материала, лежащего на нем, кг;
a – амплитуда колебаний сита, м;
e – эксцентриситет (плечо) дебаланса, м.
Исходя из конструктивных соображений величину амплитуды принимают в пределах a = 15 мм. Частоту колебаний (Гц) сита принимают равной частоте вращения электродвигателя n = 2550 с–1 (15003000 об/мин). Производительность вибрационных сит зависит также и от размеров ячеек (величина которых 0,1100 мм) и колеблется от 5 до 20 м3/ч.
Мощность привода вибрационного сита (в кВт) зависит от массы сита и материала, частоты и амплитуды колебаний сита и выражается зависимостью
|
|
(129) |
Из формулы видно, что мощность главным образом зависит от частоты вращения приводного вала и амплитуды колебаний.
14.3.4. Основы теории работы плоского механического сита
Эффективность просеивания оценивается коэффициентом :
|
|
(130) |
где m0 – масса зерен в загрузке, размер которых меньше, чем размер отверстий сита, кг.
m – масса зерен, прошедших через сито, кг;
Величина зависит от направления перемещения просеиваемого материала относительно полотна сита. Наиболее благоприятным для просеивания будет направление движения материала, перпендикулярное к полотну сита. Наихудшим случаем будет движение материала вдоль полона. В этом случае некоторые частицы будут постоянно перелетать через отверстия, не попадая в них. Величина скорости движения материала вдоль полотна сита также существенно влияет на эффективность просеивания: при скоростях больших или меньших оптимальной эффективность падает.
Наиболее благоприятная скорость (м/с) для просеивания на плоском горизонтальном сите
|
|
(131) |
где d – диаметр наибольшей частицы просеиваемого материала, м;
|
|
(132) |
D – диаметр отверстия в сите, м.
При плоских наклонных ситах скорость просеивания меньше, чем по формуле 131.
|
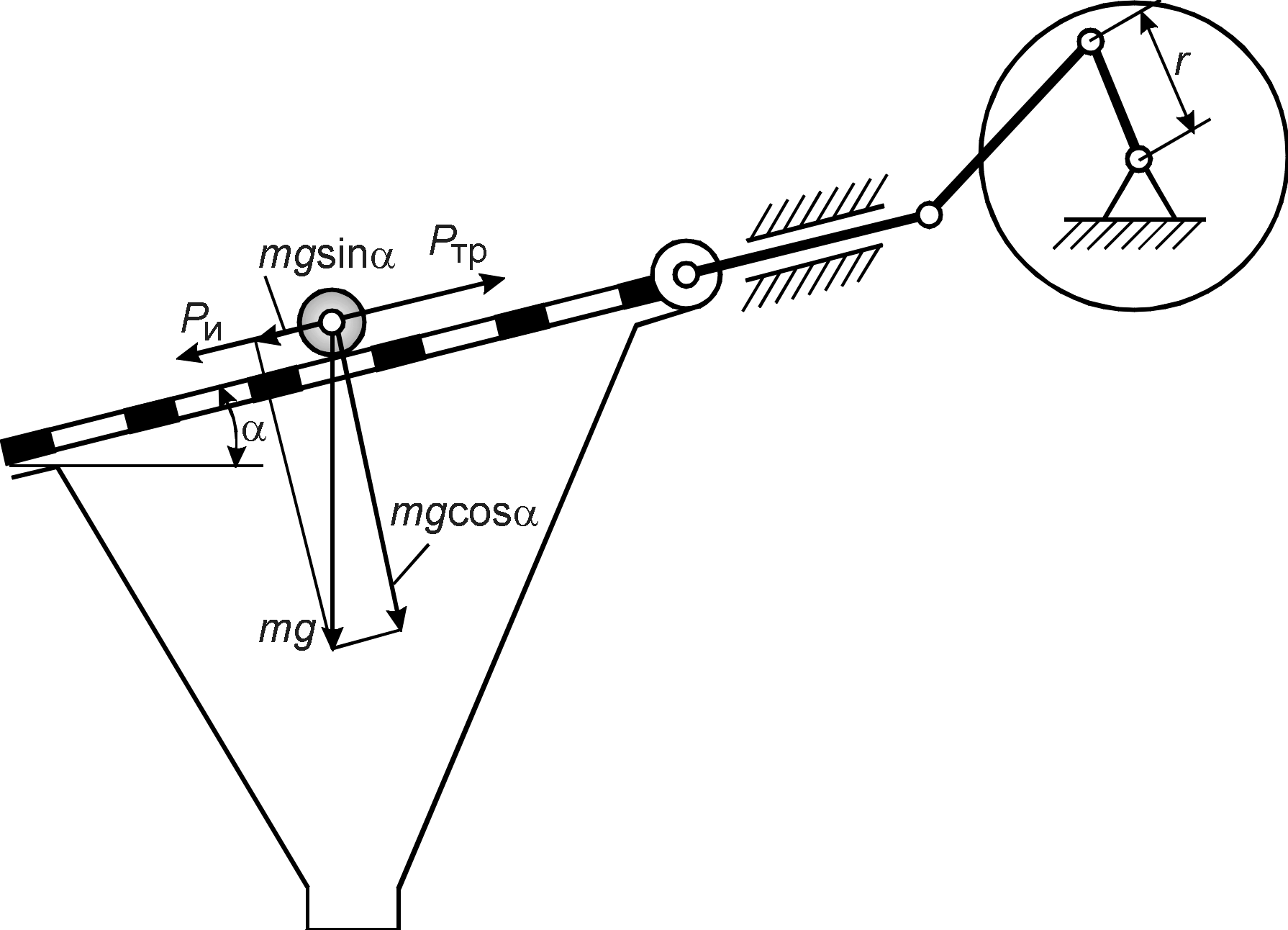
Рис. 67. Расчетная схема наклонного качающегося сита |
С целью повышения коэффициента эффективности просеивания, отверстия в полотне сита выполняют овальной формы. Причем, больший размер отверстия располагают в направлении движения материала.
Для нормальной работы плоского сита с углом наклона и качанием вдоль наклонной плоскости (рис. 67) необходимо, чтобы сумма силы инерции Pи и составляющей силы веса материала mgsin вдоль сита были бы больше силы трения Pтр материала по ситу. В этом случае материал не будет самопроизвольно проскальзывать по ситу и ссыпаться.
Это условие математически выражается следующим образом:
|
|
(133) |
где m – масса частицы просеиваемого материала, кг;
g – ускорение свободного падения, м/с2;
a – ускорение движения частицы по ситу, м/с2;
f – коэффициент трения просеиваемого материала по ситу.
Так как
|
|
(134) |
где – угловая скорость кривошипа, рад/с;
r – радиус кривошипа, м;
n – минимальная частота вращения (с–1) кривошипа, при которой обеспечивается движение материала по лотку сита вниз;
то, подставляя эти равенства в уравнение (133) и упрощая, получим
|
|
(135) |
Во избежание самопроизвольного скольжения материала по полотну сита, угол наклона сита выбирают меньше угла трения материала по лотку.