

13.1.4. Установки для сушки и охлаждения песка в кипящем слое
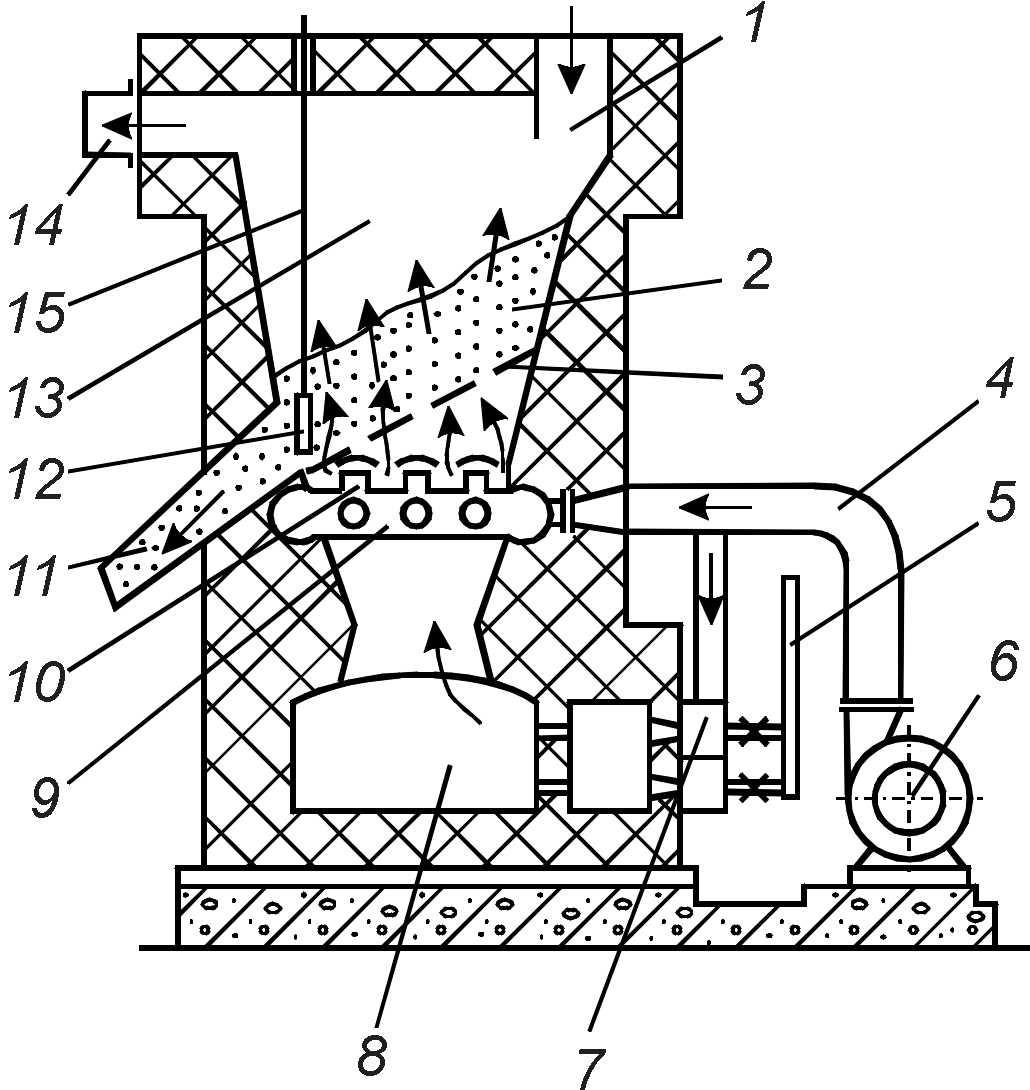
Сущность процесса сушки песка в кипящем слое заключается в следующем. Слой песка 2 (рис. 48), лежащий на перфорированной решетке 3, продувается горячими топочными газами, имеющими температуру 500700 C, в результате чего образуется «кипящий» слой песка.
Благодаря большой скорости множества струй горячих топочных газов и обтеканию ими почти каждой песчинки, расположенный на решетке слой песка почти мгновенно высыхает. Сухие зерна песка «всплывают» кверху и через верх регулирующей заслонки 12 перетекают в желоб 11, а сырые частицы и комья песка опускаются вниз к горячей решетке, к более горячим топочным газам. Попавшие на решетку комья сырого песка быстро переходят в кипящее состояние и поднимаются кверху, а мелкие камешки движутся по наклонной решетке и через зазор между решеткой 3 и регулирующей заслонкой 12 удаляются из кипящего слоя.
Установка работает непрерывно: по мере сушки и удаления сухого песка через желоб 11 сырой песок добавляется через загрузочное отверстие 1.
Установка представляет собой сварной вертикальный барабан, футерованный изнутри огнеупорным кирпичом, и состоит из трех камер. В камере 8 сжигается газ, в камере 9 топочные газы с температурой 11001200 °C смешиваются (до температуры 400800 °C) с воздухом, поступающим через фурмы 10. Боковые стенки третьей камеры 13 (камера сушки) изготовляют из толстолистовой стали, а наклонную решетку 3 – из жаростойкой стали. Суммарное проходное сечение отверстий в решетке диаметром 2,53 мм составляет 67 % ее площади.
|
Рис. 48. Установка для сушки песка в кипящем слое |
Производительность таких установок 810 т/ч, а производственной площади они занимают значительно меньше, чем барабанные сушила. Установки подобного типа нашли применение в технологическом процессе изготовления стержней по нагреваемой оснастке.
Широкую известность получили установки для сушки и одновременного охлаждения песка другой конструкции. Принцип работы этих установок аналогичен принципу работы описанной выше установки в кипящем слое, а конструктивное исполнение иное.
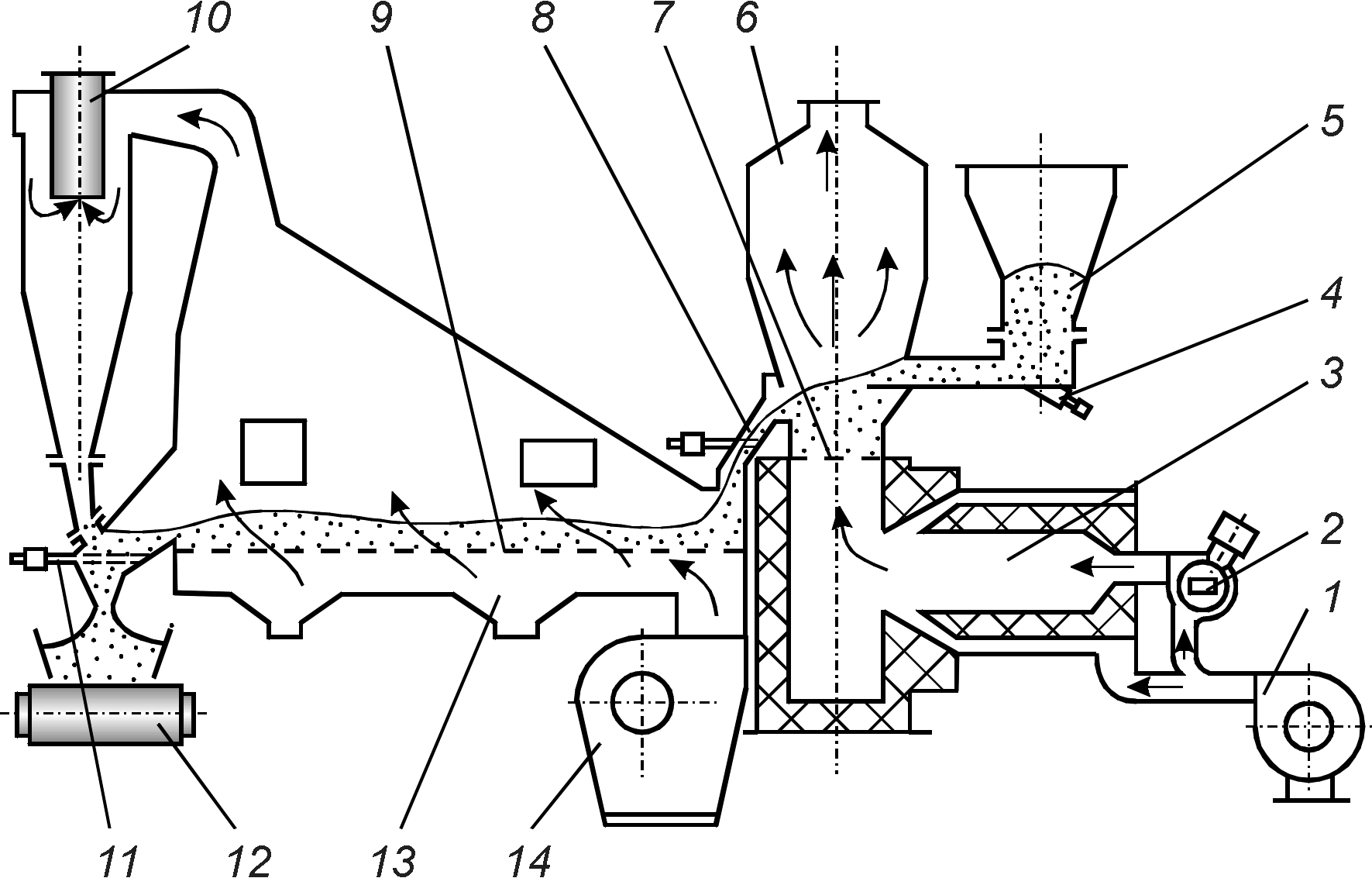
Схема одной из таких установок изображена на рис. 49.
Вентилятор 1 подает воздух в газовую или мазутную горелку 2 и камеру смешения 3, где он несколько охлаждает топочные газы до 600800 C. С этой температурой смесь воздуха и продуктов сгорания проходит через сопла сушильной решетки 7 в камеру сушки 6. Песок, предназначенный для сушки, транспортируется в бункер 5 сырого песка, из которого вибрационным питателем 4 равномерно подается в камеру сушки 6. Производительность вибрационного питателя можно регулировать (в весьма широких пределах) либо изменением угла его наклона, либо изменением частоты и амплитуды вибратора. Просушенный в камере 6 песок собирается в лотке 8 сушила. При соответствующей массе автоматически открывается откидной клапан, и песок поступает на решетку 9 охлаждающей камеры 13. Смесь воздуха и продуктов сгорания с температурой 50 °C выбрасывается через циклон 10 в атмосферу. В камере 13 песок охлаждается воздухом, нагнетаемым вентилятором 14, и проходит через отверстия в решетке 9. Охлажденный до температуры 30 °C песок через клапан-мигалку 11 пересыпается на ленточный конвейер 12. Топка внутри выложена огнеупорным кирпичом. Сушильная решетка 7 изготовлена из жаростойкой стали. Установка оборудована устройствами для автоматического измерения температуры газов при входе в камеру сушила, при выходе их из сушила и из охлаждающей камеры.
|
Рис. 49. Установка для сушки и охлаждения песка |
Производительность установок подобного типа 2,55 т/ч. Начальная влажность песка 38 %, конечная – близка к нулю. Мощность установки 15 кВт, масса 3 т, габаритные размеры 3600x3100x3400 мм.
Главное преимущество этих установок – высокая эксплуатационная надежность и качество просушиваемого материала.