

4.3.2. Уплотнение формовочной смеси при встряхивании
Представим импульс сил инерции (нагружающих смесь сжимающих напряжений ) в течение времени удара упрощенно в виде треугольника abc (рис. 24), а характеристику нарастания во времени внутреннего сопротивления смеси дальнейшему уплотнению j в виде прямой de. (Прямая de делит координатную плоскость на две части, если точка, соответствующая действующим напряжениям находится выше прямой, смесь будет уплотняться, если ниже – нет.)
|
Рис. 24. Схема роста деформации смеси при повторяющихся ударах |
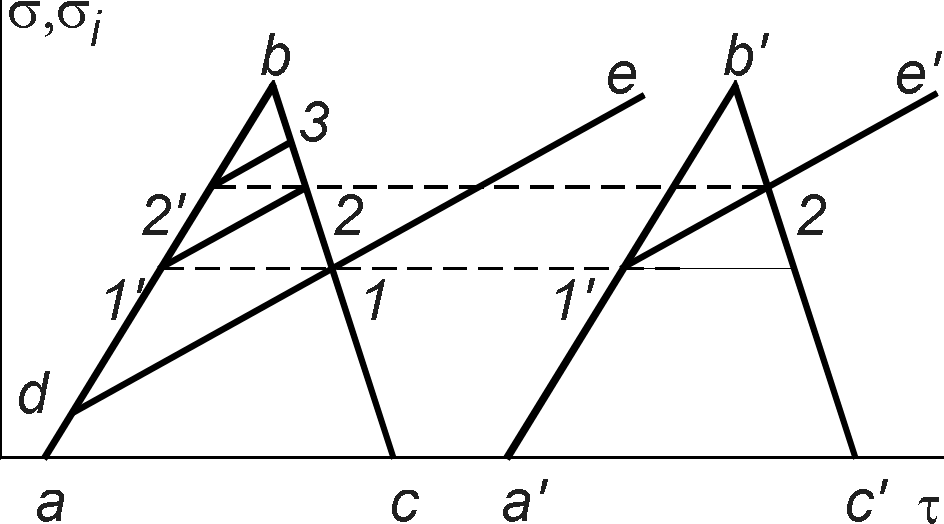
При втором ударе (a'b'c') уплотнение начинается уже с точки 1', соответственно возросшему внутреннему сопротивлению смеси j, и смесь уплотнится в меру отрезка 1'–2. При третьем ударе она уплотнится в меру отрезка 2'–3 и так далее (для упрощения второй и третий удары совмещены на рисунке с первым ударом). С момента, когда точка b окажется ниже прямой de, дальнейшее уплотнение становится невозможным.
Чем круче характеристика уплотняемости смеси во времени, т. е. чем меньше ее «вязкость», тем меньшее число ударов встряхивания потребуется для ее уплотнения и наоборот. Обычно на практике число ударов встряхивания на одну форму составляет от 10 до 3050, что значительно меньше предела, при котором плотность смеси стабилизируется.
4.3.3. Распределение сжимающих напряжений по высоте формы
Величина сжимающих напряжений, возникающих в смеси при ударах встряхивания, нарастает с глубиной погружения под свободный уровень смеси в опоке, в чем легко убедиться элементарным расчетом. В самом деле, пусть в момент удара встряхивающего стола действует ускорение инерции j.
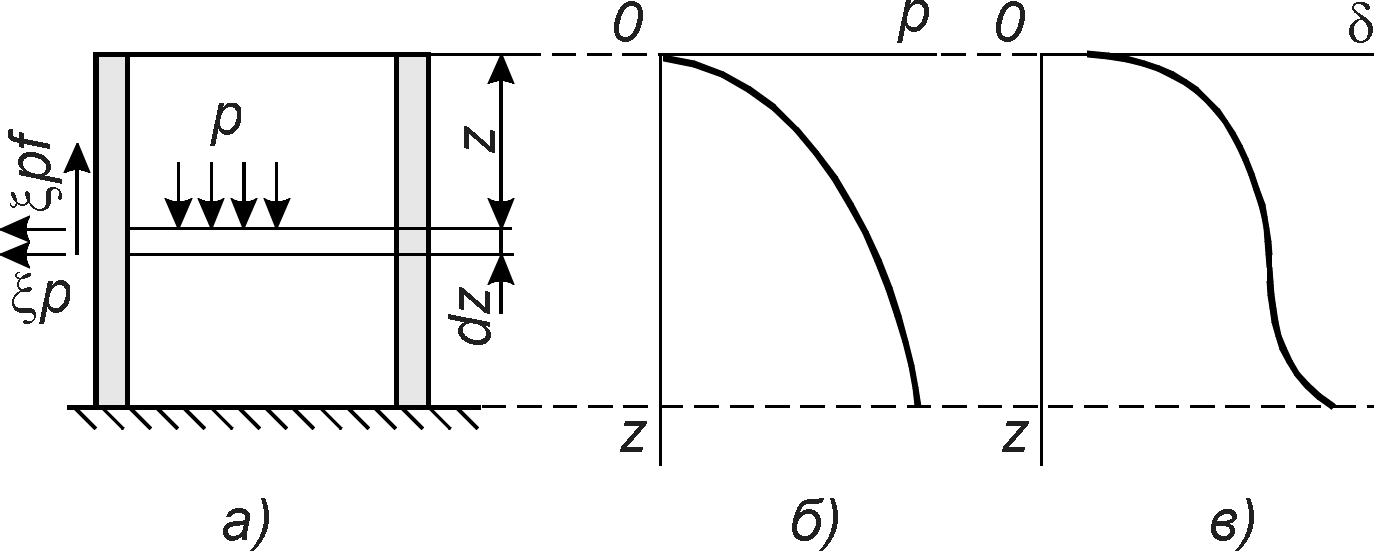
Тогда для горизонтального слоя смеси в опоке, находящегося на глубине z под свободной поверхностью и имеющего толщину dz (рис. 25, а), можно написать уравнение равновесия сил следующим образом
|
|
(50) |
где F – площадь опоки, м2;
U – периметр опоки в свету, м;
р – мгновенное вертикальное сжимающее напряжение в рассматриваемом слое, Па;
– коэффициент бокового давления;
f – коэффициент трения формовочной смеси о стенки опоки;
0 – средняя плотность смеси перед ударом, кг/м3;
g – ускорение свободного падения, м/с2.
|
Рис. 25. Распределение сжимающих напряжений и плотности смеси по высоте формы при встряхивании |
Решив это уравнение, получим выражение для вертикального сжимающего напряжения на глубине x в момент удара
|
|
(51) |
Из полученного уравнения видно, что с увеличением координаты z растет по абсолютной величине и показатель степени. Поскольку показатель степени отрицательный, выражение во вторых скобках с увеличением z растет, а значит, растет и сжимающее напряжение p (рис. 25, б).