

17.2.5 Вибрационная очистка отливок
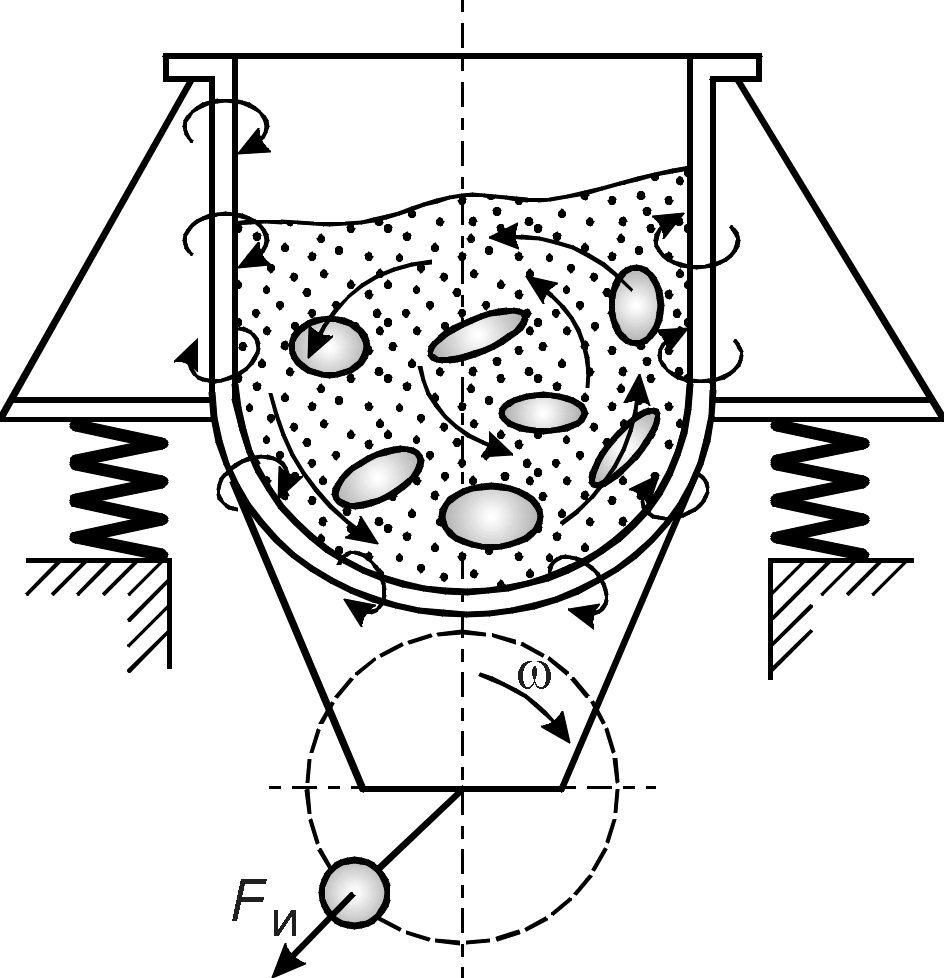
При вибрационной обработке внутренняя и наружная поверхности отливок очищается путем вибрации контейнера с находящимися в нем деталями и наполнителем с частотой до 3000 колебаний в минуту (рис. 117).
Установка включает в себя открытый сверху контейнер, установленный на упругих опорах и инерционный одновальный вибровозбудитель. Под действием неуравновешенной силы инерции вибровозбудителя контейнер совершает плоскопараллельные колебания. При достаточной амплитуде и частоте колебаний отливки начинают активно перемещаться внутри контейнера и очищаться.
На эффективность очистки большое влияние оказывает род наполнителя.
Наиболее распространенные наполнители это абразивы, например, электрокорунд, корунд; звездочки из белого чугуна, высечка штамповки различного профиля, бракованные мелкие отливки.
|
Рис. 117. Схема вибрационной очистки отливок |
Помимо сухой вибрационной очистки применяют и мокрую. В этом случае кроме механического воздействия отливки подвергаются воздействию химическому. Такая установка оснащается системой циркуляции эмульсии. Эмульсия подается постоянно или периодически. В качестве эмульсий используют три вида растворов: кислотные, нейтральные и щелочные. Кислотные растворы способствуют удалению с отливок окисных пленок. Нейтральные растворы играют роль промывочных. Щелочные растворы способствуют удалению пригара, заусенцев, облоя, округлению острых кромок. Для предотвращения коррозии в растворы добавляют пассивирующие добавки
Мокрой вибрационной очистке подвергают чугуны, сталь, медные и алюминиевые сплавы.
17.2.5. Зачистка отливок шлифовальными кругами
Отливки зачищают шлифовальными кругами с целью удаления заливов, заусенцев и неровностей с поверхности, а также удаления дефектов поверхности (ужимин, пригара, мест заварки и др.).
Существенную роль при зачистке отливок играет характеристика шлифовального инструмента:
-
вид абразивного материала, зернистость, твердость, т. е. степень сопротивления выкрашиванию зерен абразивного материала при работе;
-
структура – отношение объема абразивных зерен к объему пространств между зернами;
-
род связки – материал, удерживающий абразивные зерна, геометрическая форма и размеры, допустимые режимы работы.
Для эффективной работы при зачистке отливок необходим правильный подбор характеристики применяемого шлифовального инструмента.
Из двух основных абразивных материалов – электрокорунда (глинозем, Al2O3) и карбида кремния (SiC) – первый уступает второму по твердости, но обладает большей вязкостью. Зерна карбида кремния обладают большей твердостью, острыми ребрами и гладкими гранями, но он плохо сопротивляется скалывающим усилиям.
Электрокорундом зачищают всевозможные виды сталей, ковкий чугун, наиболее вязкие сорта бронзы, некоторые алюминиевые сплавы. Карбид кремния применяют для обработки хрупких твердых материалов, а также материалов, обладающих низким сопротивлением разрыву – серого и отбеленного чугуна, латуни и др.
Связка шлифовального инструмента имеет решающее значение для его прочности и установления режима работы. При обработке отливок используют шлифовальные инструменты на керамической, бакелитовой и вулканитовой связке. Употребляются для работ на скоростных режимах резанья также инструменты на специальных синтетических связках.
Круги на керамической связке допускают при ручной подаче максимальную окружную скорость 30 м/с, при механической подаче – 35 м/с.
Бакелитовая связка обладает большей упругостью, чем керамическая. Круги на бакелитовой связке допускают работу с окружными скоростями до 40 м/с, а специально армированные металлическим каркасом – 50 м/с.
Для отрезных работ используют круги на вулканитовой (резиновой) связке. Вулканитовая связка позволяет изготовлять круги толщиной 0,5 мм, допускающие окружные скорости до 50 м/с.
Круги на специальных синтетических связках обладают высокой эластичностью и допускают окружные скорости до 180200 м/с.
Работоспособность шлифовального инструмента определяется его твердостью. При правильно выбранной твердости круга зерна выкрашиваются при затуплении. При слишком мягком круге зерна выкрашиваются, не успев затупиться, а при слишком твердом удерживаются в круге, когда они уже утратили режущую способность. Чем мягче материал зачищаемой отливки, тем тверже должен быть круг.
По твердости круги делятся на классы, маркируемые буквами и цифрами.
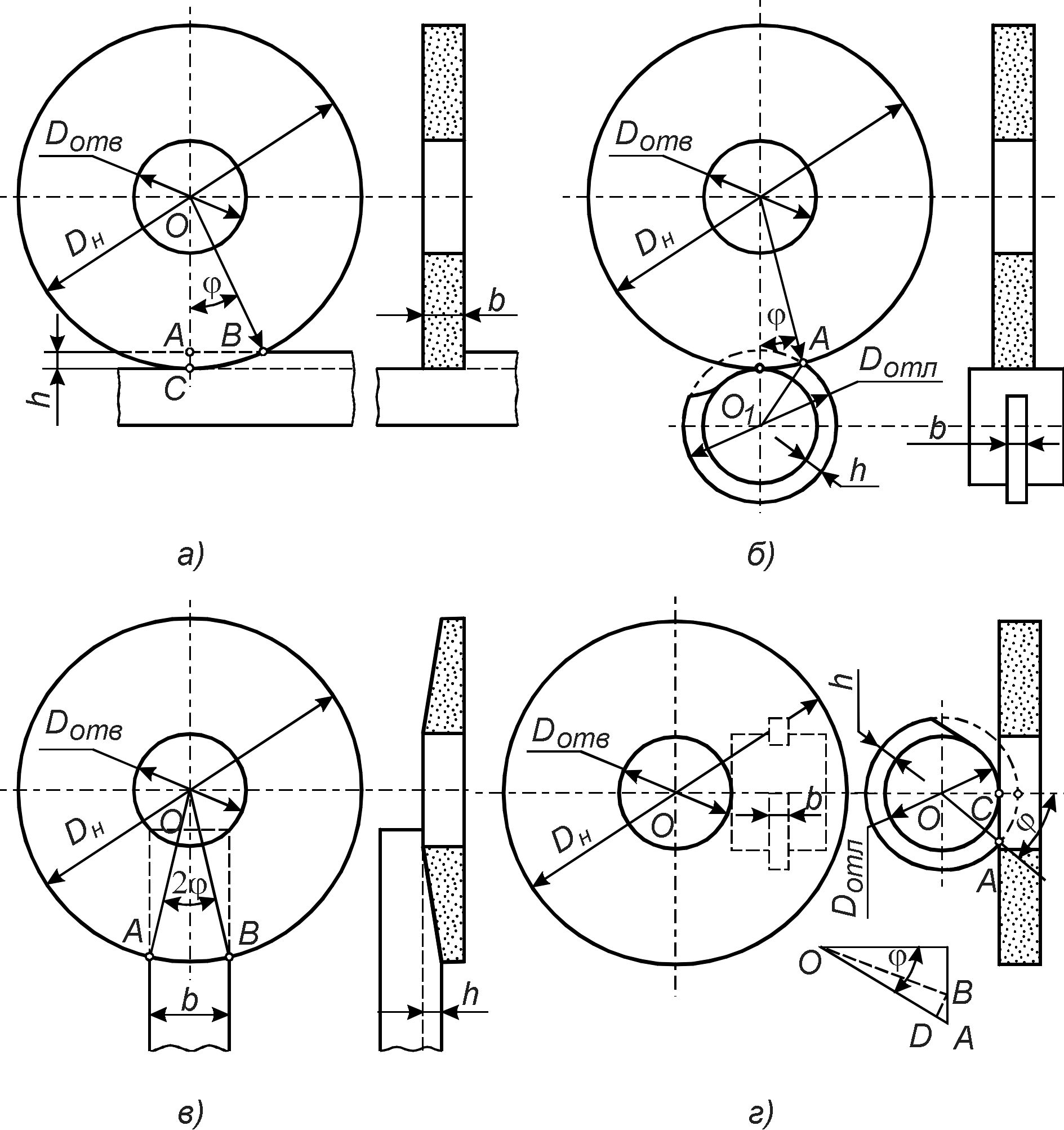
Для достижения максимальной производительности круги подбираются по конфигурации (рис. 118).
Для зачистки отливок шлифовальным инструментом применяют: механизированный ручной инструмент, стационарные, подвесные, обрезные и специальные обдирочно-зачистные шлифовальные станки, автоматизированные установки и автоматические линии.
Механизированный инструмент по характеру привода выпускается трех типов: с пневматическим приводом, с приводом от электродвигателя посредством гибкого вала и с приводом от встроенного электродвигателя.
По характеру работы механизированный инструмент разделяют на следующие группы: горизонтальный для работы периферией круга, вертикальный и угловой, для работы торцового круга, и осевой для работы шлифовальными головками.
|
Рис. 118. Зачистка отливок абразивными кругами различной конфигурации |
Пневматический инструмент прост в работе и эксплуатации. Имеет малую массу. Он работает от сжатого воздуха цеховой сети. К недостаткам инструмента относится большой шум, возникающий при выхлопе сжатого воздуха, а также невозможность использовать шлифовальные круги при максимальной их частоте вращения. Это происходит потому, что для предотвращения разрыва круга, его диаметр принимают, исходя из частоты вращения на холостом ходе. При этом производительность инструмента падает, так как при рабочем режиме частота вращения пневматического инструмента снижается, особенно при большом усилии прижима круга к отливке.
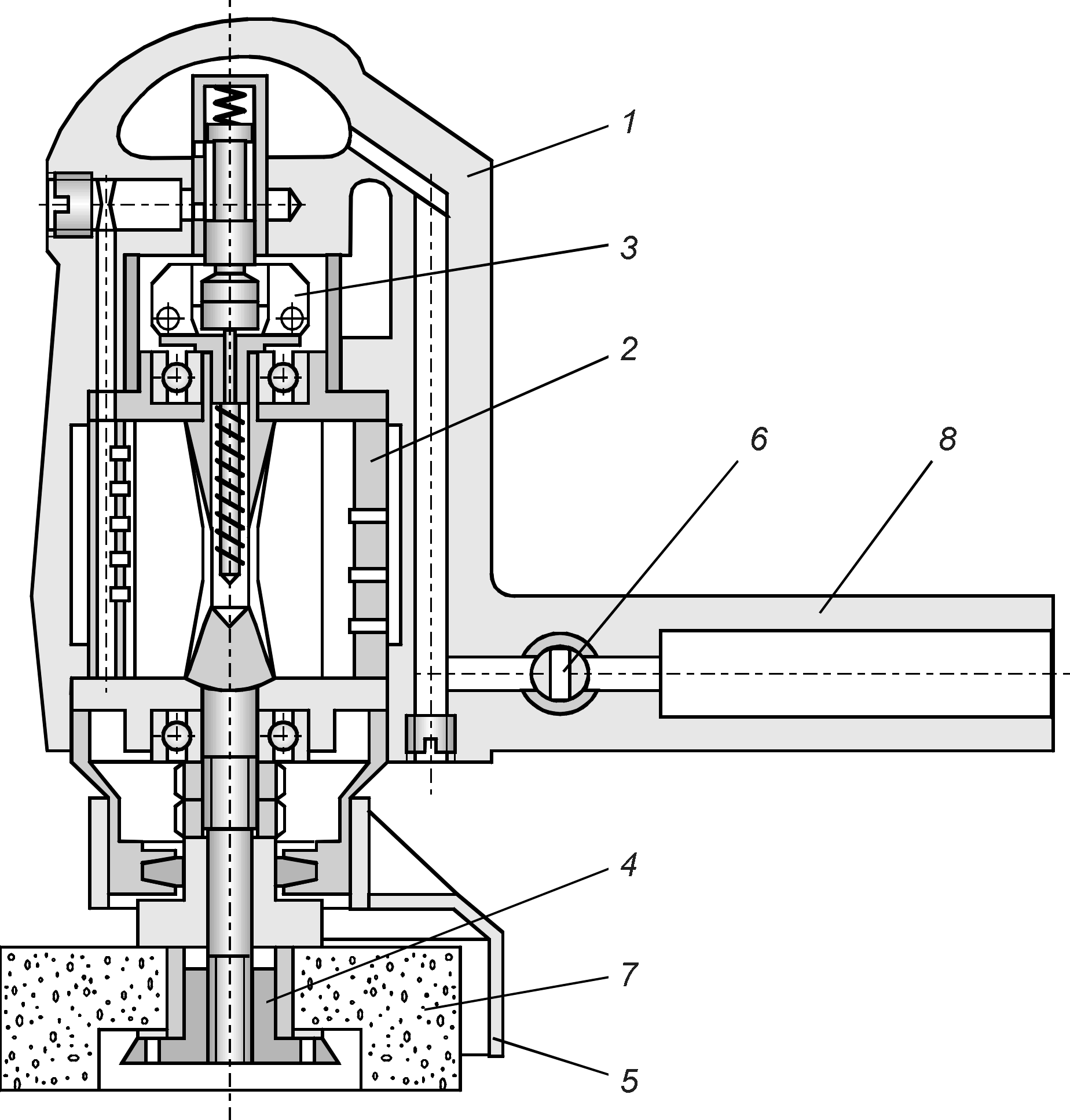
Пневматический инструмент для работы торцом шлифовального круга (угловая головка) показан на рис. 119. Он имеет корпус 1, отлитый из алюминиевого сплава вместе с рукояткой 8. В рукоятке смонтирован пусковой кран 6. В корпусе установлен пневматический роторный двигатель 2, на оси которого с помощью затяжной гайки 4 устанавливается шлифовальный круг 7. Предельное число оборотов ограничивается регулятором 3. Рабочий защищен кожухом 5 от случайного контакта со шлифовальным кругом при работе.
|
Рис. 119. Ручная наждачная пневматическая машинка |
При обдирке и зачистке отливок, когда требуется удалять большой объем металла, хорошо зарекомендовал себя инструмент с электроприводом посредством гибкого вала. Достоинство этого инструмента – большая мощность электродвигателя и удобство замены рабочих головок. Недостаток – наличие гибкого вала, который затрудняет доступ к внутренним поверхностям отливок.
Механизированный инструмент со встроенным электродвигателем имеет наиболее высокий к. п. д. по первичным затратам энергии на выходную мощность. Благодаря более устойчивой работе электродвигателя и меньшей вибрации удается достигнуть более высокой производительности труда и меньшего расхода кругов, чем при пневматическом инструменте. Для снижения массы электрического инструмента, применяют высокочастотный электропривод (с частотой 400 Гц).
|
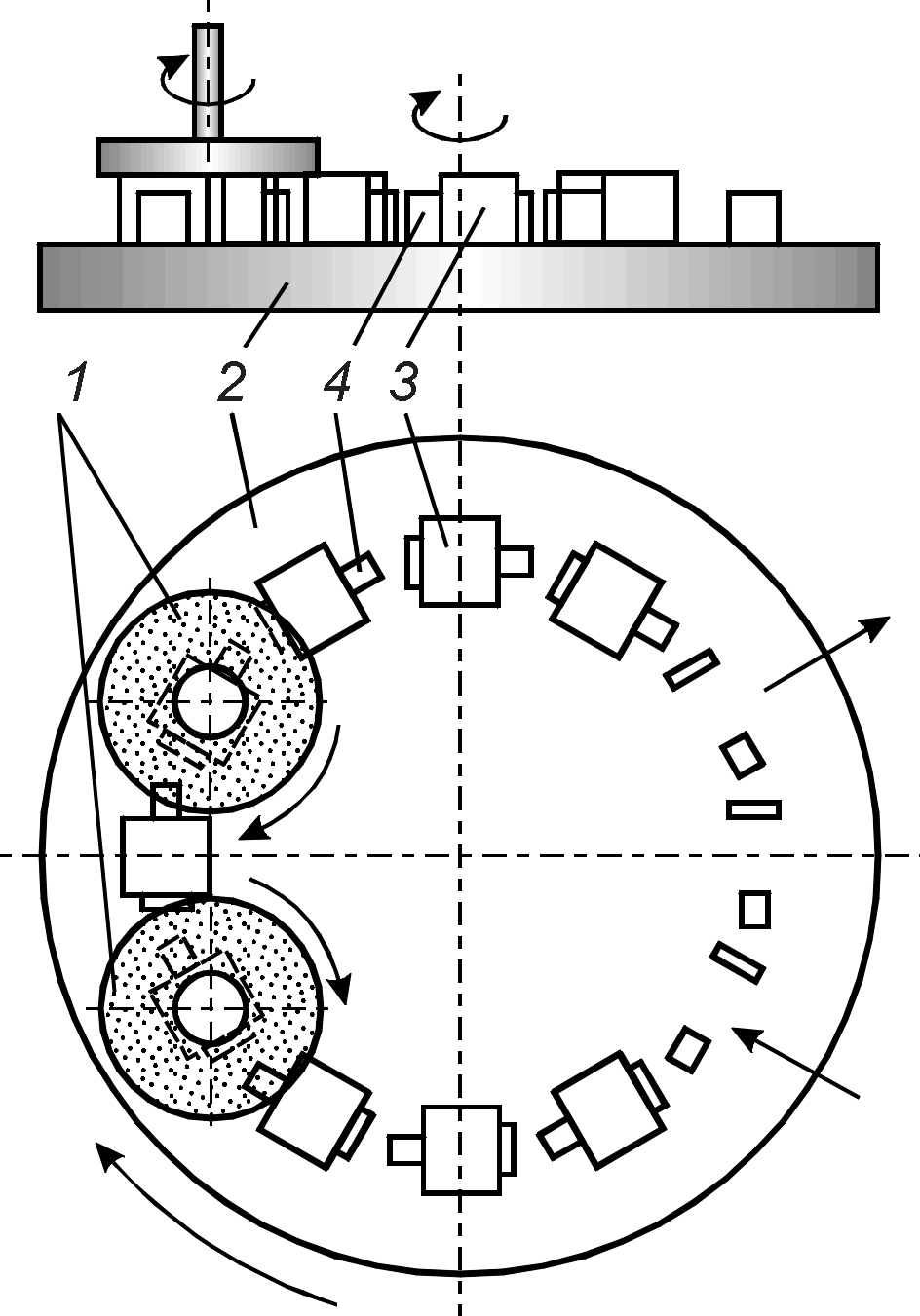
Рис. 120. Схема двухшпиндельного полуавтомата для зачистки плоских поверхностей отливок: 1– абразивные круги; 2 – вращающийся стол; 3 – отливки; 4 – зажимы отливок |
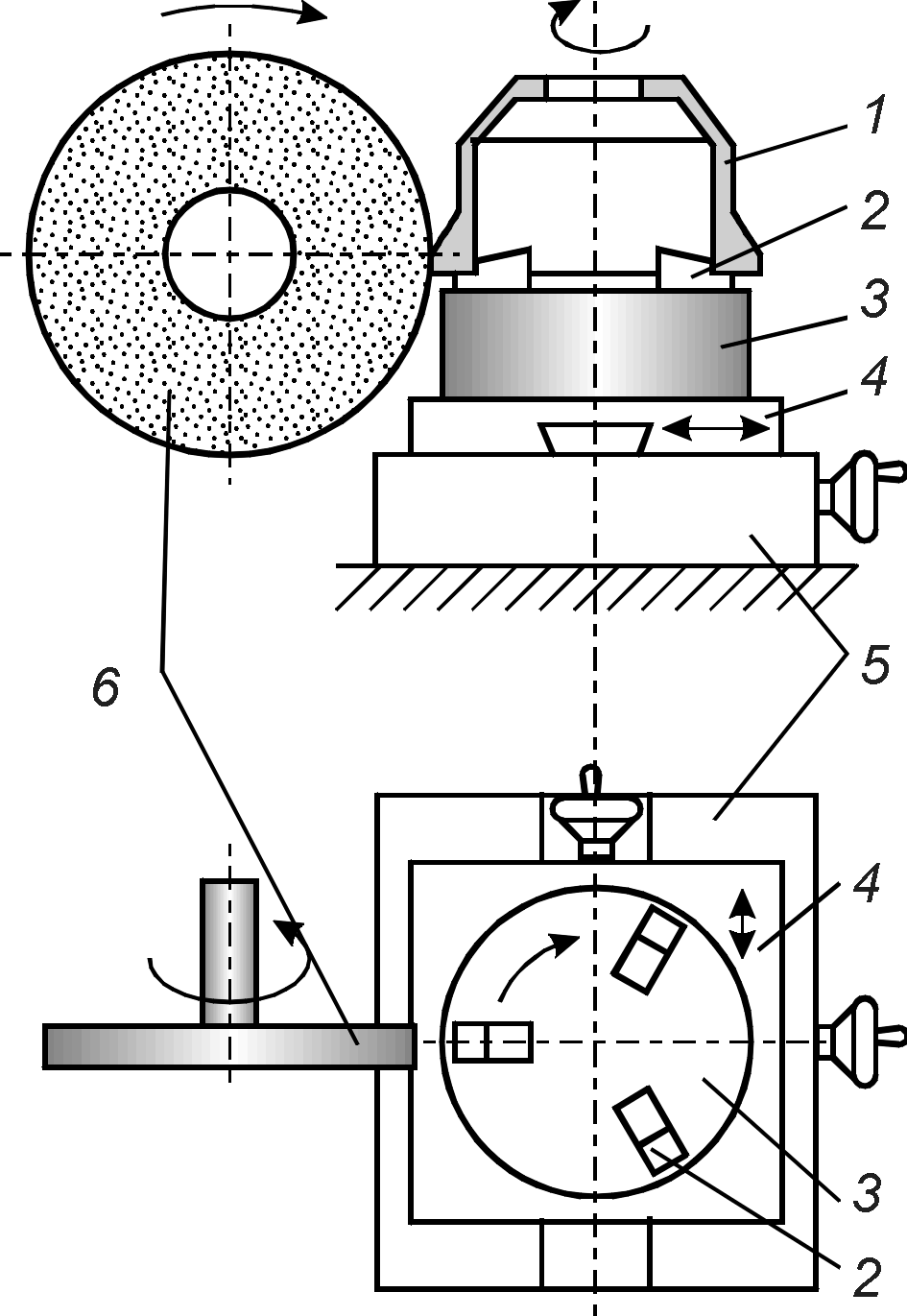
Рис. 121. Схема полуавтомата для зачистки отливок тормозных барабанов: 1 – отливка; 2 – кулачки; 3 – пневматический патрон, 4 – подвижный стол; 5 – станина; 6 – абразивный диск |
Стационарные обдирочно-зачистные шлифовальные станки выпускают как с одним, так и с двумя шпинделями. Наиболее эффективными являются станки, в которых предусмотрено бесступенчатое изменение частоты вращения шпинделя. Это позволяет поддерживать оптимальную скорость круга при его износе. По мере износа шлифовального круга, оператор с помощью бесступенчатого редуктора увеличивает обороты шпинделя без изменения числа оборотов электродвигателя. Наибольшее распространение получили стационарные обдирочно-зачистные шлифовальные станки с диаметрами кругов 350750 мм и с окружными скоростями кругов 3050 м/с.
Для зачистки средних, крупных и тяжелых отливок широко применяют подвесные обдирочно-зачистные шлифовальные станки. Диаметры кругов, устанавливаемых на подвесных станках, колеблются от 300 до 600 мм, окружные скорости 3050 м/с.
На рис. 120 показана схема полуавтомата для зачистки плоскостей отливок. Схема этого станка та же, что и станка для зачистки плоскостей стержней перед склейкой. Данный станок имеет две шлифовальные головки. Возможны также подобные станки с одной шлифовальной головкой. Установка головки по высоте производится с помощью механизма с ручным приводом. Зажимы для отливок применяют механические, эксцентриковые, а также пневматические. Диаметр рабочего стола 1,82,0 м. Число зажимов для отливок 612. Диаметр шлифовального круга 500 мм. Окружная скорость кругов 35 м/с. Скорость подачи столов 17,5 м/мин. Производительность 150180 отливок в час.
На рис. 121 показана схема полуавтомата для зачистки отливок тормозного барабана. На этой отливке зачищается фланец. Масса отливки 22 кг, и зачистка ее на обычных станках требует больших физических усилий.
На полуавтомате отливка зажимается в трехкулачковом пневматическом патроне. Стол с отливкой подвигается с помощью ручного механизма к шлифовальному кругу. Рабочая подача стола в направлении параллельно оси круга механизирована. Частота вращения отливки около вертикальной оси 0,22 с–1 (13,3 об/мин). Окружная скорость круга 42 м/с; диаметр круга 500 мм. Станок имеет два электродвигателя – один для привода круга, другой для движения стола и вращения патрона. Производительность станка 120 барабанов в час.