

16.4.4. Выбивная инерционно-ударная установка
|
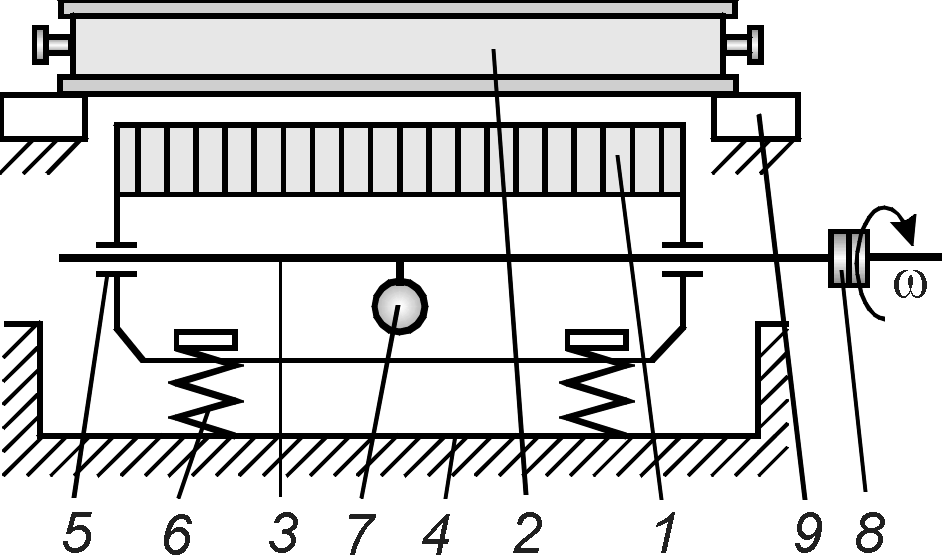
Рис. 95. Схема устройства выбивной инерционно-ударной решетки |
16.4.5. Установки с выдавливанием кома
Ускорить процесс выбивки опочных форм позволяют установки, работающие «на провал», которые имеются в большинстве отечественных литейных цехов массового производства.
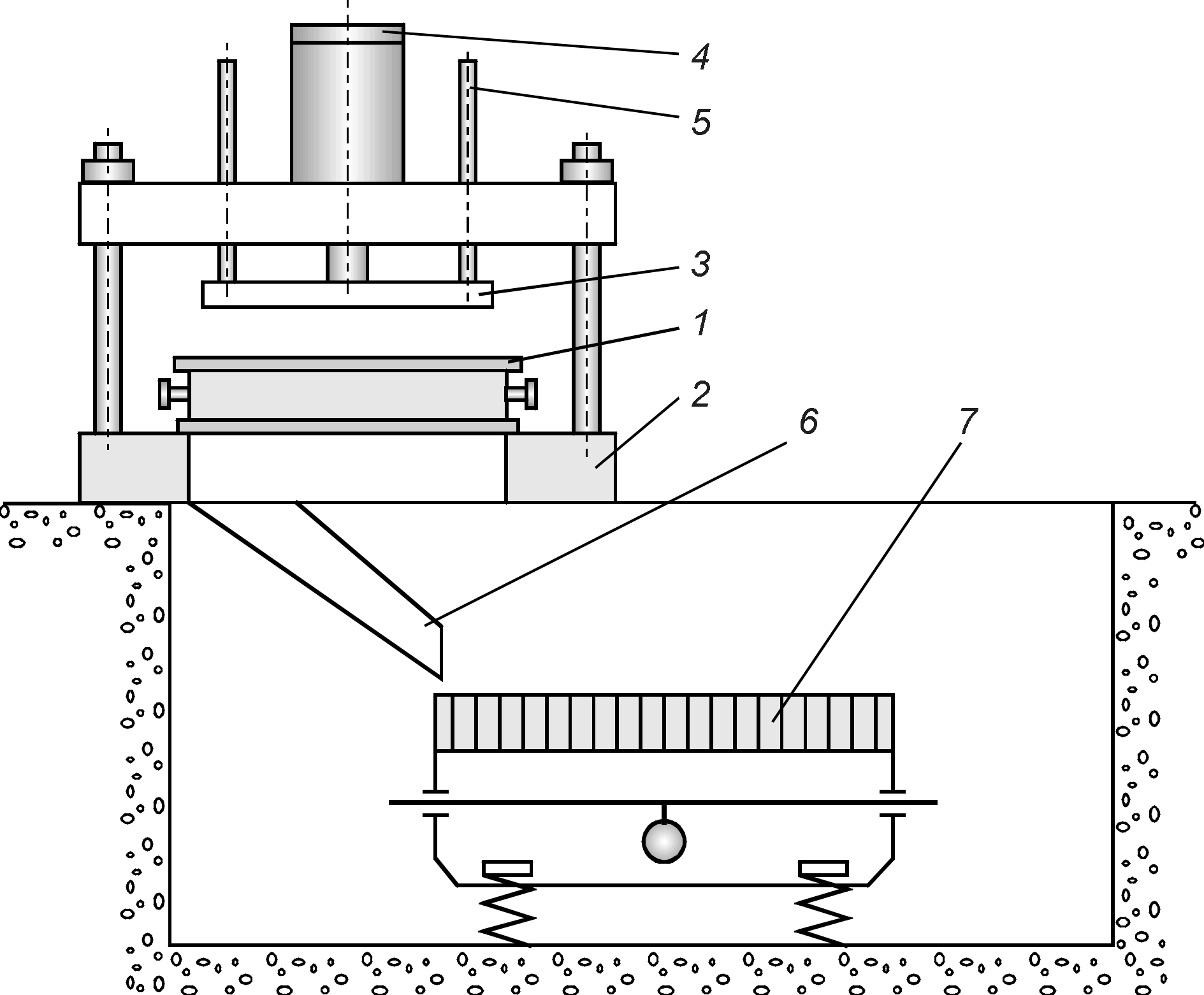
В состав установок входит гидравлический или пневматический пресс и инерционная выбивная решетка с транспортированием отливок или выбивной барабан. Процесс начинается с того, что форма 1 с охладительной ветви конвейера переставляется на стол 2, в котором имеется отверстие, соответствующее размерам формы в свету (рис. 96). При рабочем ходе цилиндра 4 происходит выдавливание кома смеси с отливками прошивной плитой 3. Выдавленный ком соскальзывает по наклонному спуску 6 на выбивную решетку 7 или в выбивной барабан, где происходит отделение отливок от смеси.
По периметру прошивной плиты 3 пресса устанавливается металлическая щетка, поэтому при прошивке происходит очистка внутренней боковой поверхности опок. Остается только снять опоки со стола пресса, разъединить (распарить) и подать к формовочным машинам.
Установки, с прошивкой форм обладают рядом преимуществ по сравнению с выбивкой непосредственно на выбивных решетках. Процесс выдавливания кома короче по времени процесса выбивки, поэтому опоки быстрее возвращаются на формовку. Опоки не разбиваются ударами полотна решетки, поэтому возрастает срок их службы. Ком смеси без опок быстрее разрушается на выбивной решетке, поэтому возрастает производительность установок. Опоки имеют значительную массу, поэтому при одной и той же грузоподъемности выбивной решетки в установках с выдавливанием кома можно одновременно выбивать больше форм или использовать решетку меньшей грузоподъемности.
|
Рис. 96. Установка выбивки опок с выдавливанием кома |
16.4.6. Выбивка форм с крестовинами
Очевидно, что прошивку можно применять лишь в случае, когда в опоках отсутствуют крестовины. При наличии крестовин в нижней опоке выбивка способом «на провал» невозможна, так как крестовины не позволяют удалять отливку вместе с формовочной смесью. В этом случае для автоматизированной выбивки форм возможно применение одного из трех типов установок:
1) установки для выбивки спаренных форм с последующей распаровкой и извлечением отливки;
2) установки с раздельной выбивкой верхней и нижней опок с предварительной распаровкой и извлечением отливки после выбивки;
3) установки с раздельной выбивкой верхней и нижней опок с предварительной распаровкой и извлечением отливки до выбивки.
В качестве выбивных решеток в установках могут использоваться эксцентриковые решетки, или инерционные решетки без транспортирования с вибровозбудителями как кругового, так и направленного действия.