

6.7.19. Электрохимикотермический метод
В литературе имеются достоверные сведения об использовании метода для случая нанесения информации на стальные заготовки (из хромоникелевых сплавов), где использована рабочая жидкость состава: глицерин 45,5%, спирт 45,5%, йод – 9%). Производился нагрев инструмента до температуры 333-335 К. При этом проводимость среды возростала с 0,009 до 0,027 ом-1см-1. За счет локализации процесса на границе проводимости ширина штриха снизилась с 0,35 до 0,18 мм, что позволило наносить стандартные знаки с высотой от 1,5 мм.
Применялся также индукционный локальный нагрев токами высокой частоты (1000 Гц), что позволило получить температуру поверхностного слоя около 333 К на глубине до 1 мм. При этом шероховатость хромоникелевой стали после ЭХО снизилась с Ra=2,5-5 мкм до Ra=1,25-2,5 мкм, а производительность возросла на 40%.
6.7.20. Эхо с управляемым вектором действия электромагнитного поля
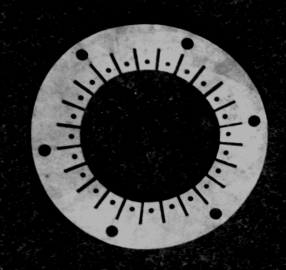
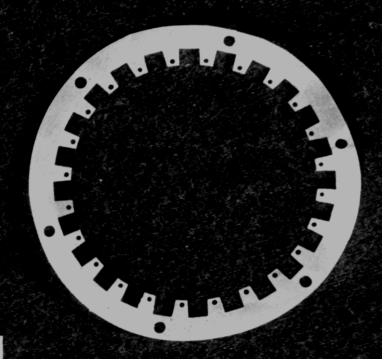
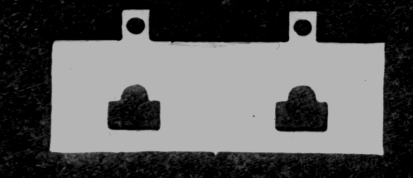
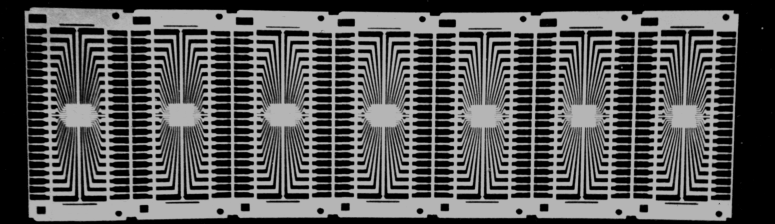
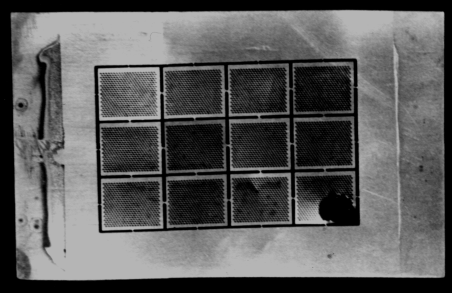
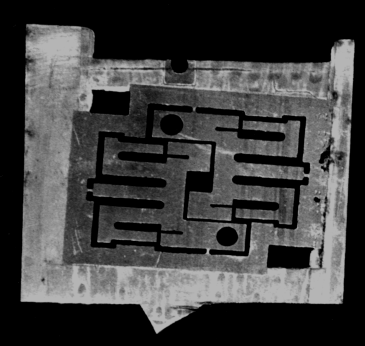
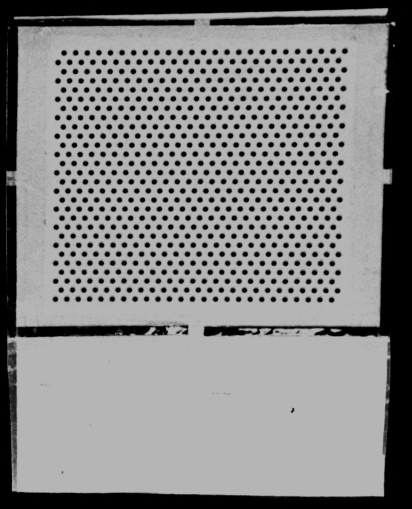
На рис. 6.62 приведены детали, полученные по фотошаблонам при ЭХО с управлемым вектором действия электромагнитного поля.
Обработка выполнялась на установке (рис. 6.63) с размером рабочего стола 200500 мм.
I II
III
а)
I
II
б)
I
II
в)
Рис. 6.62. Листовые детали:
а – полученные из стали, вместо вырубки, по шаблонам, где I – толщина листа 0,05 мм; II – толщина заготовки 0,5 мм; III – толщина – 0,2 мм; сетки и решетки (б): фасонные профили (лист 0,3 мм), сетки с круглыми отверстиями диаметром 0,15 мм (лист 0,1 мм); фасонные пазы (в, I) в листах толщиной 0,8 мм из алюминиевого сплава и сетка с фасонными отверстиями (лист 0,85 мм из латуни)
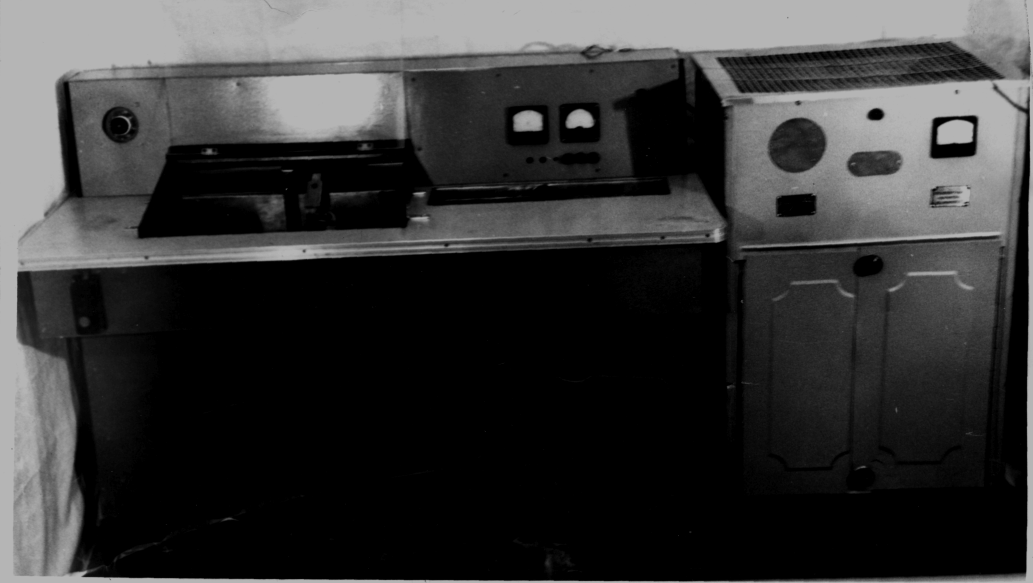
Рис. 6.6.3 Установка для изготовления плоских деталей
по шаблонам
Операция осуществляется на приспособлении, приведенном на рис. 6.64.
В табл. 6.40 приведены показатели обработки деталей, представленных на рис. 6.62.
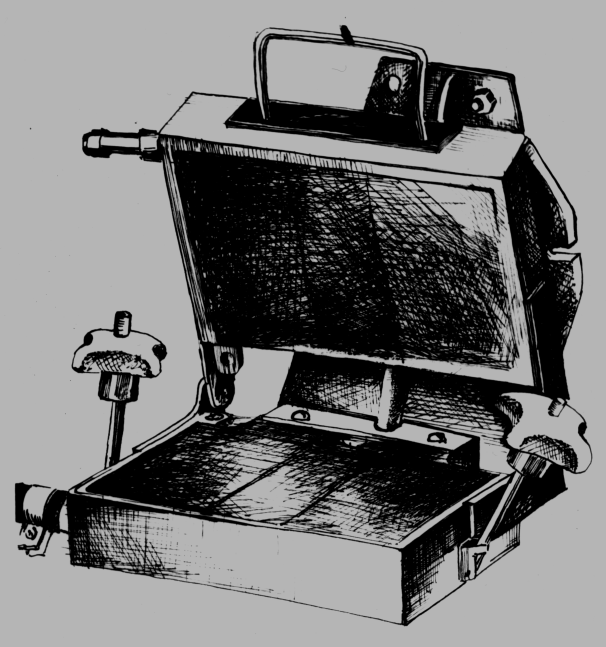
Рис. 6.64. Приспособление для изготовления листовых
заготовок по диэлектрическим и металлическим шаблонам
Таблица 6.40. Показатели изготовления листовых деталей по фотошаблонам
Детали |
Погрешность профиля, мм |
Погрешность по глубине, мм |
Трудоемкость изготовления одной детали, мин |
|
Рис. 6.62, а: |
|
|
|
|
I |
0,01 |
0,01 |
0,2 |
|
II |
0,03 |
0,05 |
1,7 |
|
III |
0,02 |
0,03 |
1-1,2 |
|
Рис. 6.62, б: |
|
|
|
|
I |
0,03 |
0,04 |
1-1,2 |
|
II |
0,01 |
0,02 |
0,8 |
|
Рис. 6.62, в: |
|
|
|
|
I |
0,1 |
0,4 |
2-2,5 |
двухсторонняя обработка |
II |
0,1 |
0,3-0,4 |
2-2,5 |
|
6.7.21. Электроэрозионное легирование
Нанесение твердых сплавов на поверхность режущего инструмента повышает твердость и износостойкость кромки. Особенно значительный эффект дает покрытие рабочей кромки инструмента для обработки мягких металлов и неметаллических материалов (пластмасс, дерева), где стойкость деревообрабатывающих инструментов возрастает до 6 раз.