

6.7.17. Обработка несвязанными диэлектрическими гранулами
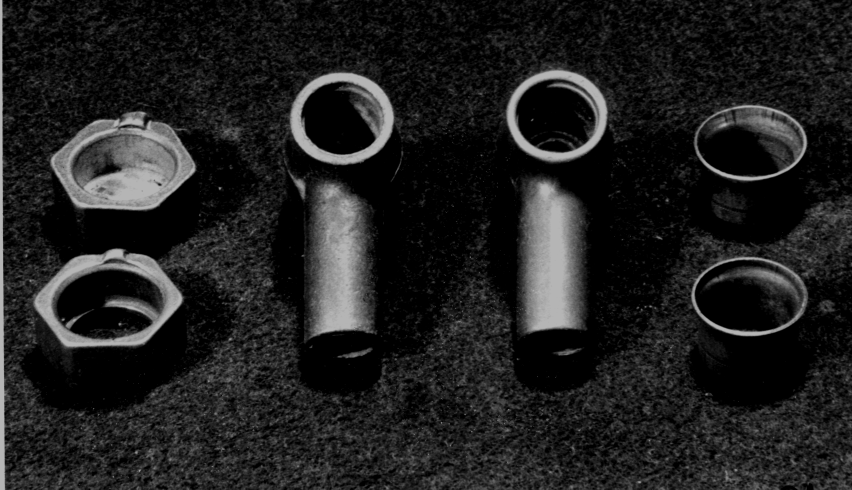
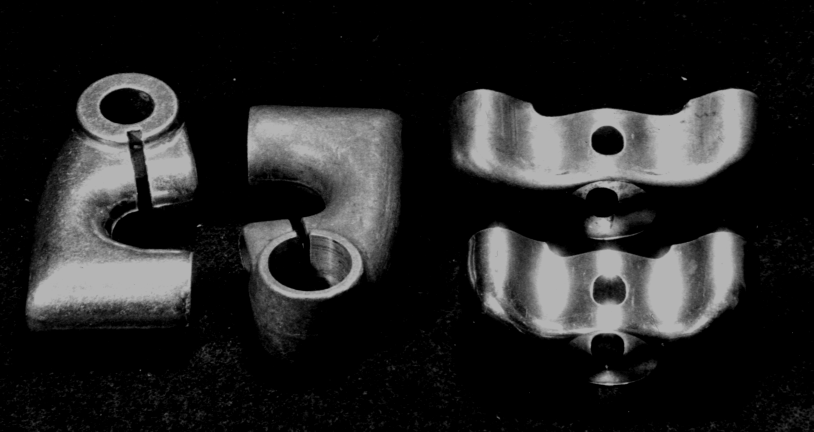
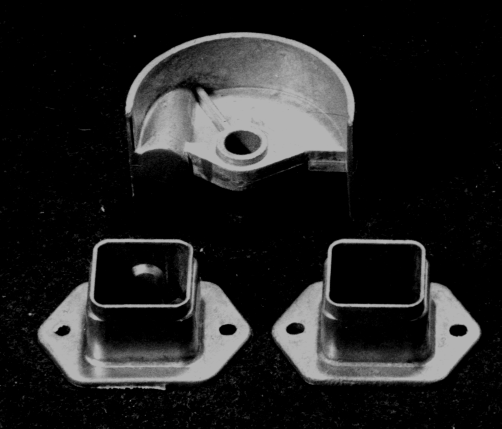
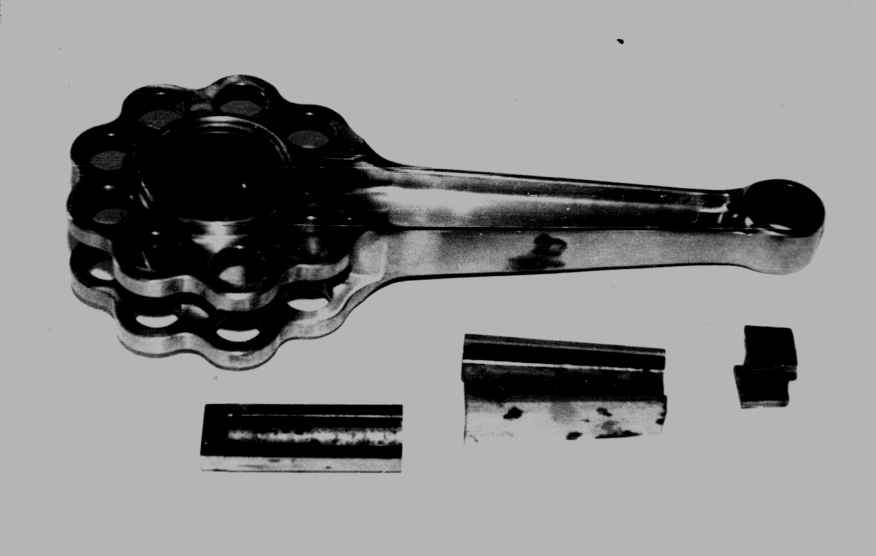
Применяется в промышленности (рис. 6.61) для полирования арматуры (рис. 6.61, а) деталей бытовой техники (б), удаления заусенцев и обработки кромок у приборов (в), полирования и весовой балансировки деталей двигателей (г).
а)
б)
в)
г)
Рис. 6.61. Детали, обработанные с использованием диэлектрических гранул (бой стеклокругов с размерами в сечении до 10 мм)
Процесс протекает на вибростенде. В результате обработки получены показатели, приведенные в табл. 6.38.
Таблица 6.38. Технические и экономические показатели обработки деталей диэлектрическими гранулами
Вид детали |
Материал, вид заготовки |
Шероховатость, мкм |
Снижение трудоемкости по сравнению с механообработкой |
|
до обработки |
после обработки |
|||
Арматура, сантехника (рис. 6.61, а) |
Латунное литье |
Rz=100-200 |
Ra=0,64-0,32 |
в 20-25 раз |
Бытовая техника (велосипеды и др.) (рис. 6.61, б) |
алюминиевые сплавы (литье), конструкционные стали (вытяжка) |
Ra=5-10 |
Ra=0,16-0,32 |
в 8-10 раз |
Фланцы и узлы приборов (рис. 6.61, в) |
алюминиевые сплавы |
Ra=5-10 |
Ra=0,64-1,25 |
в 5-6 раз |
Детали авиадвигателей (рис. 6.61, г) |
стальные штамповки |
Ra=5-10 |
Ra=0,64-1,25 |
в 2-5 раз |
6.7.18. Электрохимическая обработка в управляемом магнитном поле
Показатели безразмерной обработки патрубков из нержавеющей стали приведены в табл. 6.39.
Таблица 6.39. Показатели абразивной обработки деталей в магнитном поле (рабочая среда: 10% водный раствор эмульсола и 1% олеиновой кислоты)
Вид поверхностей |
Погрешность, мм |
Шероховатость, мкм |
Время обработки 1 см2 (мин) |
|||
исходная |
полученная |
исходная |
полученная |
|||
Наружные: |
|
|
|
|
|
|
- плоские |
0,1 |
0,1 |
Rz=20 |
Ra=0,16 |
0,8-1,0 |
|
- криволинейные |
0,3 |
0,4 |
Rz=40 |
Ra=0,32 |
1-1,2 |
|
Внутренние: |
|
|
|
|
|
|
- с постоянной геометрической формой (плоскость, круг) |
0,15 |
0,15 |
Rz=40 |
Ra=0,32 |
1-1,2 |
|
- с переменной формой и припуском |
0,3 |
0,5 |
Rz=40 |
Ra=0,64 |
1,2-1,5 |
|
Метод нашел достаточно широкое применение при изготовлении малых серий деталей по фотошаблонам, где управление полем позволило обеспечить требуемую точность листовых заготовок, ранее получаемых вырубкой, до толщины около 1,0 мм (ранее этот показатель не превышал 0,3 – 0,4 мм) Этот же метод дал возможность управлять положением оси отверстия, изменяя ее наклон до 350, что находит применение при изготовлении каналов в теплообменниках.
Примеры использования комбинированного метода с наложением внешнего магнитного поля приведены также в [127].