

5. Лучевые методы обработки
К лучевым методам относится обработка:
электронным лучом (ЭЛО);
ионным лучом (плазменная обработка, ПО);
световым лучом (лазерная обработка, ЛО).
5.1. Технология электронно-лучевой обработки
ЭЛО протекает в вакууме, т.к. направленный поток электронов не способен преодолеть сопротивление воздушной среды. Схема ЭЛО приведена на рис. 5.1.
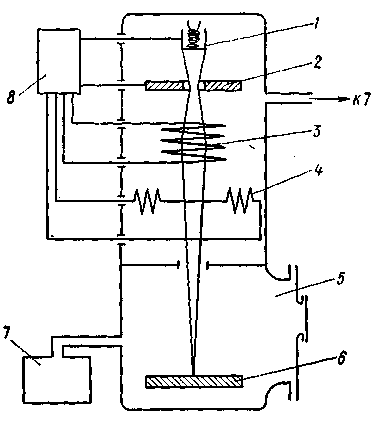
Рис. 5.1. Схема установки для ЭЛО
1 – термоэмиссионный катод; 2 – анод; 3 – магнитная линза;
4 – отклоняющая система; 5 – рабочая камера; 6 – обрабатываемая заготовка; 7 – вакуумный насос; 8 – блок питания
ЭЛО используется в технике для размерного формообразования, термообработки, для плавки металлов, сварки.
При размерном формообразовании этим методом выполняют:
фильтровальные сетки с отверстиями круглого, фасонного многогранного сечения в листах толщиной до 1 мм. Современные установки позволяют в тонких листах получать до 500 отверстий круглого сечения в минуту;
перфорацию листового материала с образованием отверстий диаметром 5-10 мкм с погрешностью не более 5 мкм и шероховатости поверхности Rz5 мкм;
вырезку по контуру;
получение сквозных полостей и глухих отверстий в заготовках из любых материалов;
знаки на валиках печатных машин глубиной 15-20 мкм.
Кроме того, ЭЛО дает хорошие результаты для напыления пленок, получения покрытий высокой чистоты. Процесс обеспечивает нанесение материала с производительностью от 1 г/час до 100 кг/час. Современные установки имеют мощность от 250 Вт до 200 кВт и позволяют достичь скорости испарения наносимого материала от 0,1 до 100 г/м2с.
Этим методом выполняют сварку, которая позволяет без разделки кромок получить качественные соединения из вольфрама, молибдена, титана, тантала, циркония. Наибольшая глубина проплава 300 мм.
В точном машиностроении ЭЛО позволяет выполнять операции микросварки. Примером может служить получение биметаллических изделий из материалов с различными свойствами, например отрезных пил (рис. 5.2), со скоростью сварки до 6 м/мин.
При микросварке можно обеспечить качественное соединение проводников диаметром от 10 до 300 мкм, конструкционных элементов сечением до 300 мкм.
Рис. 5.2. Изготовление пилы из мягкой ленты с приваренным твердым зубом
Плавление металлов в вакууме позволяет получить особо чистые сплавы с высокими механическими свойствами и пластичностью. Отсутствие в зоне обработки воздуха дает возможность плавить и локально переплавлять титановые сплавы, тугоплавкие материалы (вольфрам, молибден). При плавке получены слитки массой до 20103 кг.
Нагрев материалов электронным лучом позволяет эффективно применять метод для локальной термообработки (скорость местного нагрева до 1000 градусов в секунду). При закалке повышается твердость, что увеличивает стойкость инструмента до 2-х раз, в результате отжига стабилизируются свойства материала, электронным лучом можно очищать изделия от загрязнений.
ЭЛО должна выполняться в вакууме, который просто обеспечивается в открытом космосе, т.к. на высоте около 200 км давление составляет примерно 10-4 Па, т.е. соответствует режимам этого вида обработки.
Режимы размерного формообразования электронным лучом:
- напряжение между электродами (анодом и катодом) – 30…150 кВ;
- длительность импульса – 10-7…10-3 с;
- скважность – 100…200;
- плотность энергии – до 51012 Вт/м2;
- вакуум – 10-3…10-4 Па.
Технологические показатели:
- предельная глубина обработки – 15…20 мм;
- диаметр отверстий при одноимпульсной обработке- от 10-2 мм;
- вырезка с перемещением луча: ширина паза 5…10 мкм, уклон стенки менее 1, толщина заготовки до 5 мм.
Современное оборудование для ЭЛО имеет следующие характеристики:
объем вакуумных камер до 200 м3, где толщина стенки достигает 25 мм, для защиты от излучения используют свинцовое стекло толщиной более 50 мм;
вакуум с Па – 10-110-4;
погрешность позиционирования заготовки и перемещения луча – 1-5 мкм;
автоматизация процесса обеспечивается микропроцессорными и телевизионными системами.
Технология ЭЛО проектируется в следующей последовательности:
обоснование целесообразности применения ЭЛО;
расчет и выбор технологических режимов и средств технологического оснащения;
обработка на электронно-лучевой установке по принятому технологическому режиму;
контроль качества изделия после ЭЛО.