

3.8.4. Станки для разрезания заготовок.
Могут иметь электрод-инструмент в форме диска, ленты или проволоки. Диск толщиной 0,6…1,5 мм вращается со скоростью 25…35 м/с, инструмент перемещается к заготовке с помощью следящей системы, поддерживающей постоянный зазор. Обработка происходит обычно в открытой ванне с подачей электролита поливом в зону реза.
Аналогично работают ленточные станки, но здесь используют поступательные перемещения ленты. Более широкими технологическими возможностями обладают станки с непрофилированным электродом-инструментом в виде проволоки диаметром 0,3…2 мм. Станки такого типа оснащены следящими устройствами для перемещения заготовки в плоскости или в пространстве, что позволяет получить любой контур реза. В станках должны стоять насосы высокого давления (1,5…2 МПа), чтобы на срезе сопла скорость электролита достигала 60…80 м/с. Поскольку диаметр сопла невелик (до 2…2,5 мм), расход жидкости и затраты энергии на ее прокачку незначительны.
3.8.5. Станки для шлифования деталей.
По конструкции близки к обычным.
3.9. Размещение оборудования.
Станки для ЭХО состоят из автономных блоков (источника питания, ванны, насоса, агрегата очистки электролита и др.), которые можно установить в различных помещениях. Желательно изолировать источники питания, системы регулирования и другие блоки, содержащие электронные схемы, от гидравлических агрегатов. Под действием влаги и паров электролита электрические цепи могут выйти из строя. Используется несколько вариантов размещения оборудования.
При включении электрохимических станков в поточную линию их устанавливают между станками для механической обработки по ходу технологического процесса. Такой вариант позволяет сократить транспортные расходы на перевозку заготовок, снизить площади под оборудование, сократить потери энергии в линиях подачи тока и электролита. К недостаткам этого варианта следует отнести пониженную надежность работы электронных устройств станка, опасность коррозии соседнего оборудования и деталей при попадании на них электролита, сложность систем вентиляции. Кроме того, возможно попадание в магистрали и источник питания стружки от близко расположенного механического оборудования, что может вызвать короткое замыкание и выход станка из строя.
При размещении станка в отдельном помещении удается предельно сократить длину магистралей для подвода тока и электролита. Схема такой планировки приведена на рис. 3.25.
Около механической части 4 установлены насос 3, ванна 5 для электролита, центрифуга 6, источник питания 7, промывочные ванны 1, пульт управления 2, стеллаж 9 для электродов и другой оснастки, электрошкаф 8 станка.
Помещение следует оборудовать инженерными коммуникациями: подвести воду к ваннам и к системе охлаждения источника питания, предусмотреть стоки для слива электролита и воды, подвести сжатый воздух. Стены и пол помещения облицовывают плиткой, предусмотрев для пола уклоны, необходимые для стекания жидкостей в канализацию. Следует также установить вытяжной вентилятор, отсасывающей газообразные продукты обработки из ванны с электролитом и помещения.
Размещение группы станков с выделение в отдельное помещение агрегатов подачи и очистки электролита (рис. 3.26).
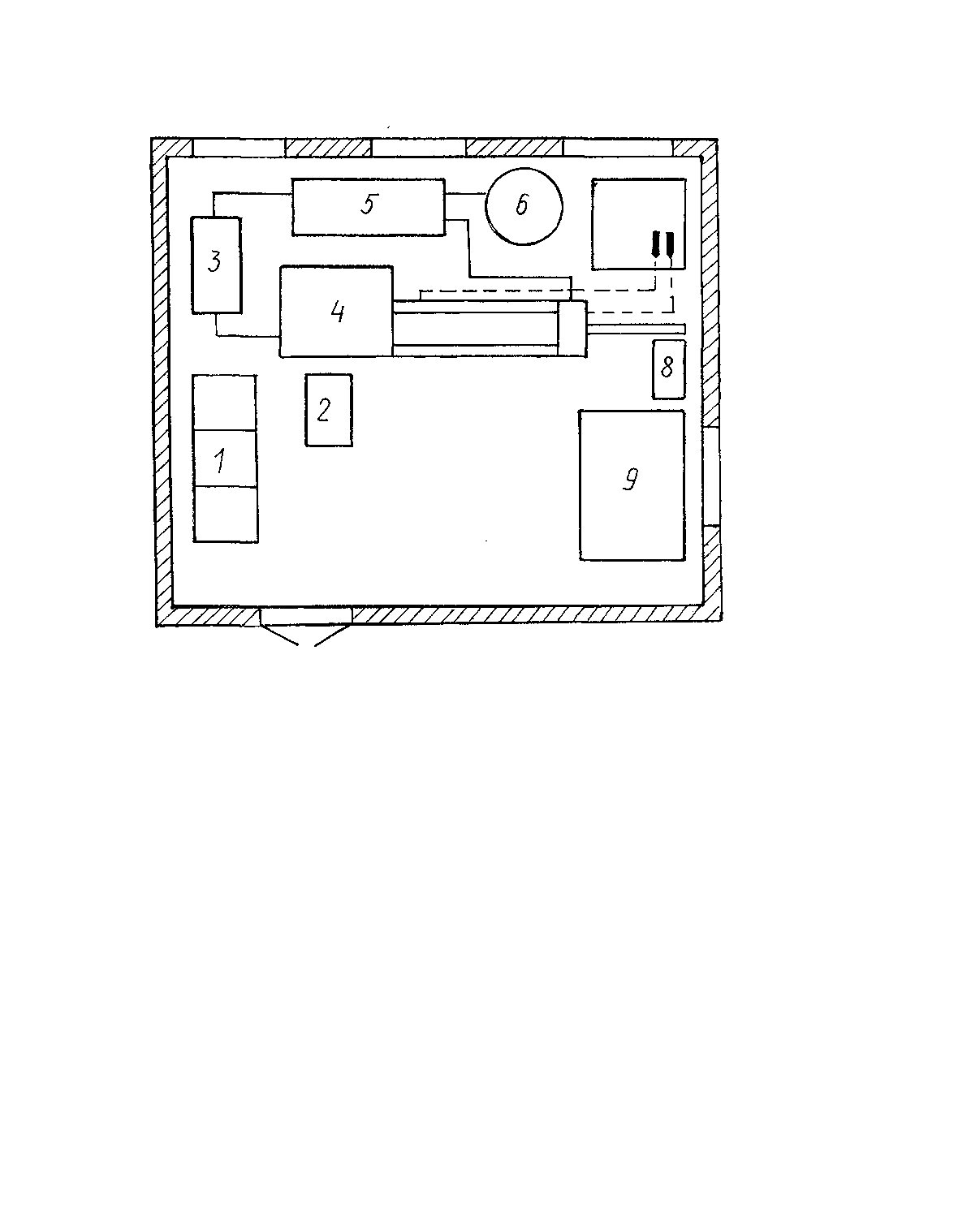
Рис. 3.25. Схема размещения электрохимического станка
на участке
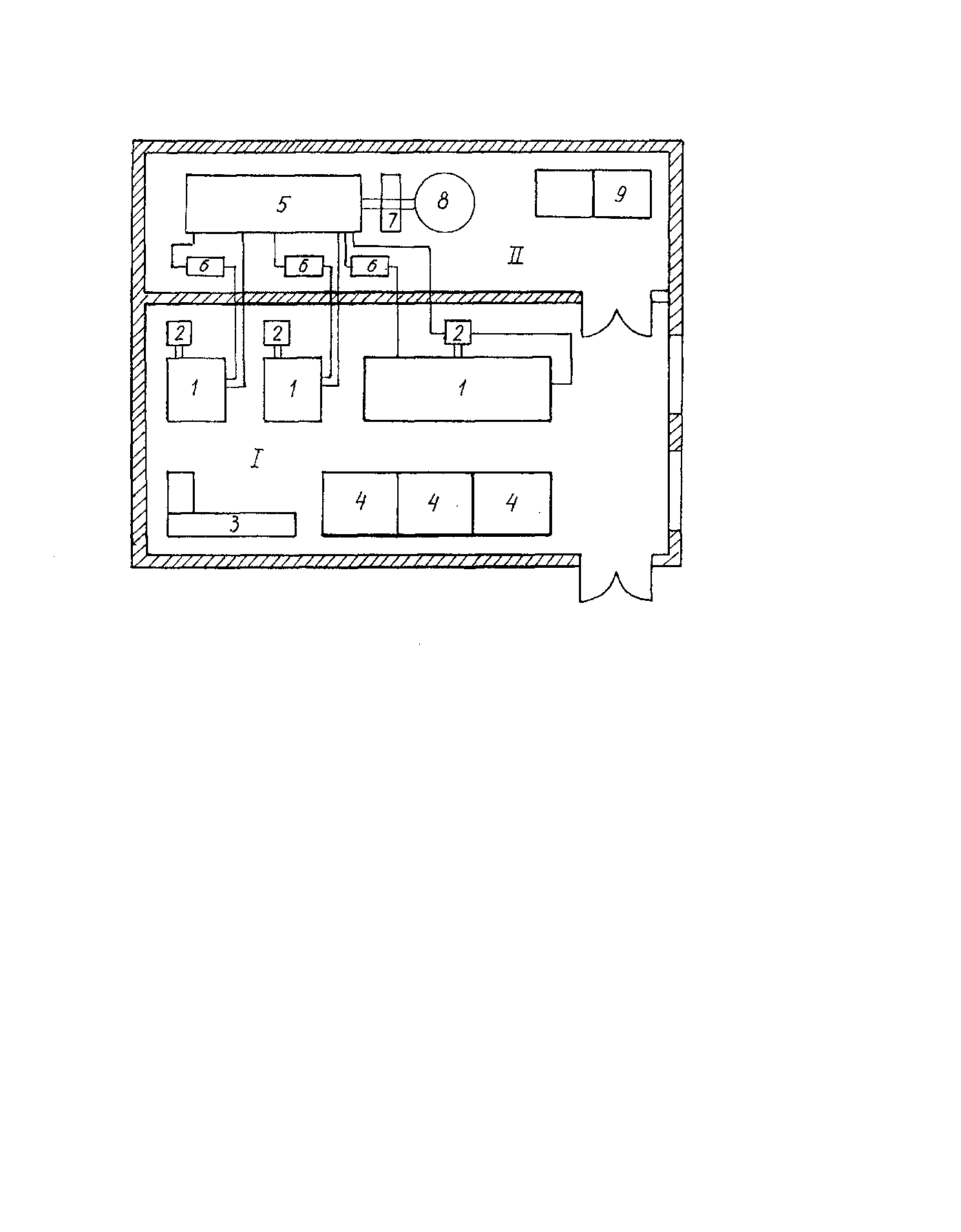
Рис. 3.26. Планировочная схема организации участка
электрохимических станков
В машинном зале I установлено несколько электрохимических станков 1 с источниками питания 2, стеллажи для оснастки 3, промывочные ванны 4. В электролитной II, отделенной стенкой, размещены ванна 5 с электролитом, насосы 6, смеситель 7 для регулирования состава электролита, агрегат 8 очистки электролита, емкости 9 для хранения химических компонентов электролита.
Инженерные коммуникации аналогичны варианту п.2. Приведенная планировка позволяет снизить уровень шума в машинном зале, поскольку насосы и агрегаты очистки электролита вынесены в другое помещение, а машинный зал не загрязнен химикатами и растворами. Если на участке расположены десятки станков, то электролитную целесообразно разместить в изолированном помещении. При этом удается использовать большие емкости для хранения электролита, организовать совершенную систему его очистки, выполнять ремонт оборудования без остановки участка. Применение больших емкостей позволяет стабилизировать температуру, степень загрязнения и защелачивания электролита.
Среди других вариантов известно централизованное размещение агрегатов для очистки электролита, который поступает по трубам от нескольких участков электрохимических станков. Площадь, которую необходимо предусмотреть для установки каждой единицы оборудования, составляет для станков с неподвижными электродами 5...12 м2, для прошивочных – 15…50 м2, для станков по схеме точения – 10…18 м2, протягивания – 16…30 м2, для станков разрезания и шлифования – 12…25 м2.