

3.7. Системы автоматического регулирования режимов эхо
В качестве основного параметра режима в зависимости от схемы обработки используют:
при неподвижных электродах – постоянную плотность тока;
при ЭХО заготовок с постоянной площадью обрабатываемой поверхности – постоянную силу тока;
при необходимости удалять определенный объем металла – количество электричества;
в случае обработки заготовок с переменной площадью – минимальный межэлектродный зазор.
Постоянство плотности тока осуществляют пропорциональным увеличением напряжения по мере анодного растворения металла заготовки, т.е. с ростом межэлектродного зазора.
Постоянство силы тока поддерживают изменением скорости подачи электрода-инструмента к заготовке. Если ток увеличивается, то скорость подачи снижают, пока сила тока не достигнет установленного значения. Скорость подачи регулируют вручную или с помощью автоматических систем, которые находят применение при прошивании отверстий, протягивании, шлифовании, точении, разрезании.
Дозирование количества электричества осуществляют с помощью приборов типа ваттметров с выключателями. После прохождения заданного количества электричества ток автоматически выключается. Эта система используется для чистовой обработки каналов, полостей и других деталей.
Труднее всего регулировать режим ЭХО при обработке углублений с переменной площадью. Здесь ни одна из рассмотренных систем не дает возможности поддерживать заданный режим. При обработке таких заготовок поддерживают размер торцевого межэлектродного зазора, периодически сближая электроды при выключенном напряжении (импульсно-циклическая обработка).
Схема этой системы регулирования показана на рис. 3.24. Электрод-инструмент 5 перемещается системой подачи 6 к заготовке 4. Через некоторое время прерывателем 1 отключают источник питания 2 и сближают электроды 4 и 5 до касания. Момент касания улавливается системой 3 автоматического регулирования. От блока 3 поступает сигнал двигателю 7 системы подачи 6. По этому сигналу электрод-инструмент 5 отводится на заданный размер межэлектродного зазора, после чего от блока 3 поступает сигнал прерывателю 1 на включение источника 2.
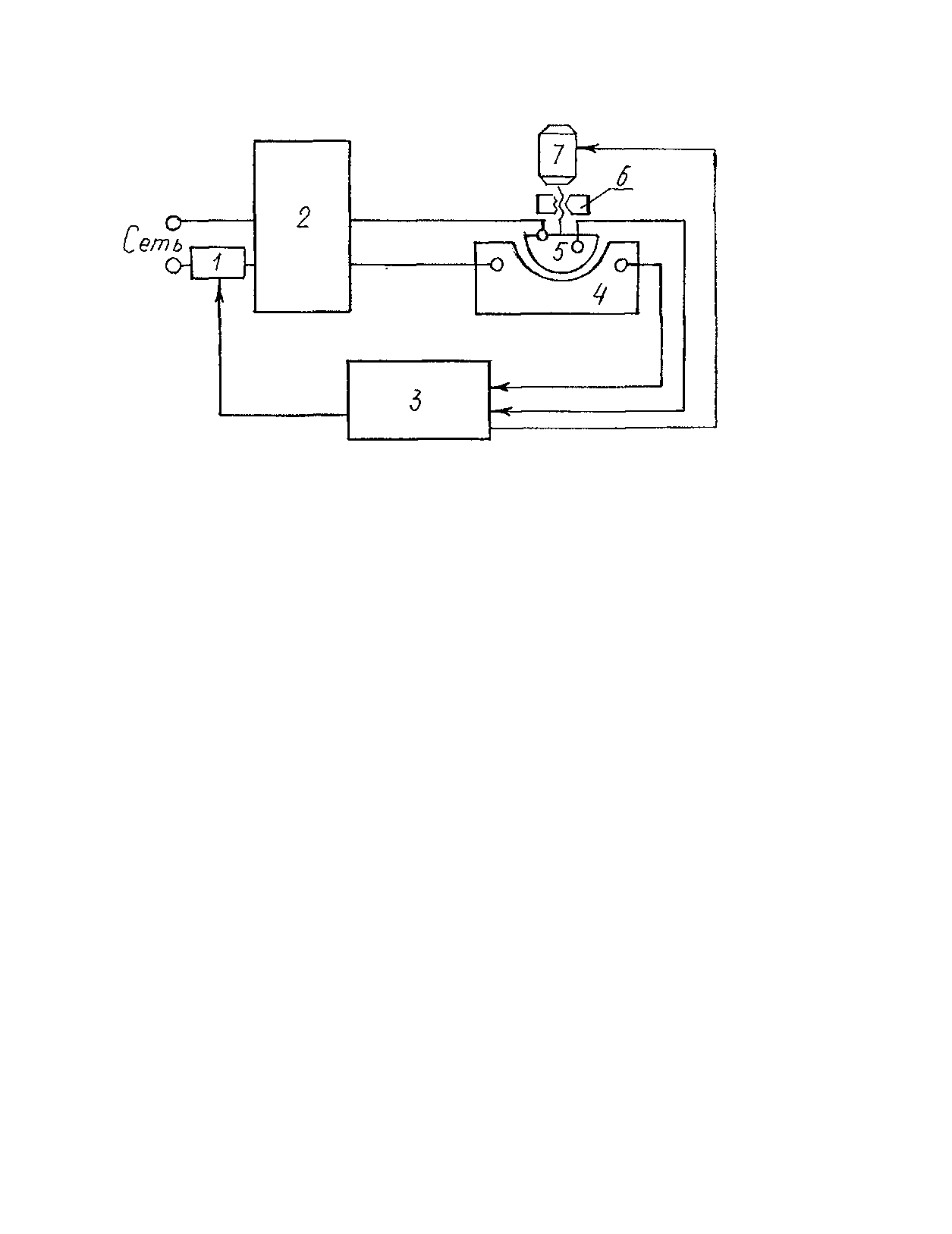
Рис. 3.24. Схема импульсно-циклической обработки
Чем чаще происходит регулирование зазора, тем выше точность формообразования детали, но при этом снижается производительность процесса, так как растворение металла происходит только при протекании рабочего тока. На практике зазор регулируют через 3…5 с. Такие системы применяют при обработке по схеме прошивания лопаток энергетических машин, ковочных штампов и других деталей.
Широкое распространение находит импульсно-циклическая схема регулирования, при которой после касания при отводе электрода-инструмента включается рабочий ток, а отвод продолжается до заданного зазора. Такая схема позволяет добиться высокой точности копирования электрода-инструмента на детали. Вместе с тем рассмотренная система конструктивно сложна.
Известны системы поддержания зазоров с помощью алмазной иглы-зонда. Выступание зонда выбирают равным заданному зазору. Эта система не находит широкого применения, так как не обеспечивает поддержания зазора по всей поверхности обработки.
Для регулирования зазора без выключения тока электроды сближают на расстояние, при котором еще не происходит короткое замыкание, а истинный зазор находят по соотношению сил тока перед сближением и в его конце.