

3.6. Оборудование [131]
3.6.1. Типовая структура оборудования.
По структуре станки для ЭХО близки к агрегатным. Они включают стандартные узлы: источник питания, насос, ванны для хранения электролита и промывочно-пассивирующих жидкостей, устройство для очистки электролита, элементы управления. Механическая часть станка всегда оригинальна, она содержит элементы для установки и крепления деталей, механизмы подачи электродов-инструментов, системы подвода рабочего напряжения и электролита. Для проектирования любого электрохимического станка необходимо рассчитать параметры источника питания, насоса, ванны для электролита, выбрать средства очистки жидкости от продуктов обработки, разработать элементы механической части станка, выбрать систему регулирования межэлектродного зазора. Стандартные узлы обычно рассчитывают для группы обрабатываемых деталей и выбирают из числа серийно выпускаемых. Нестандартные узлы и детали также рассчитывают, проектируют и изготовливают для конкретного вида обрабатываемых поверхностей и схемы обработки.
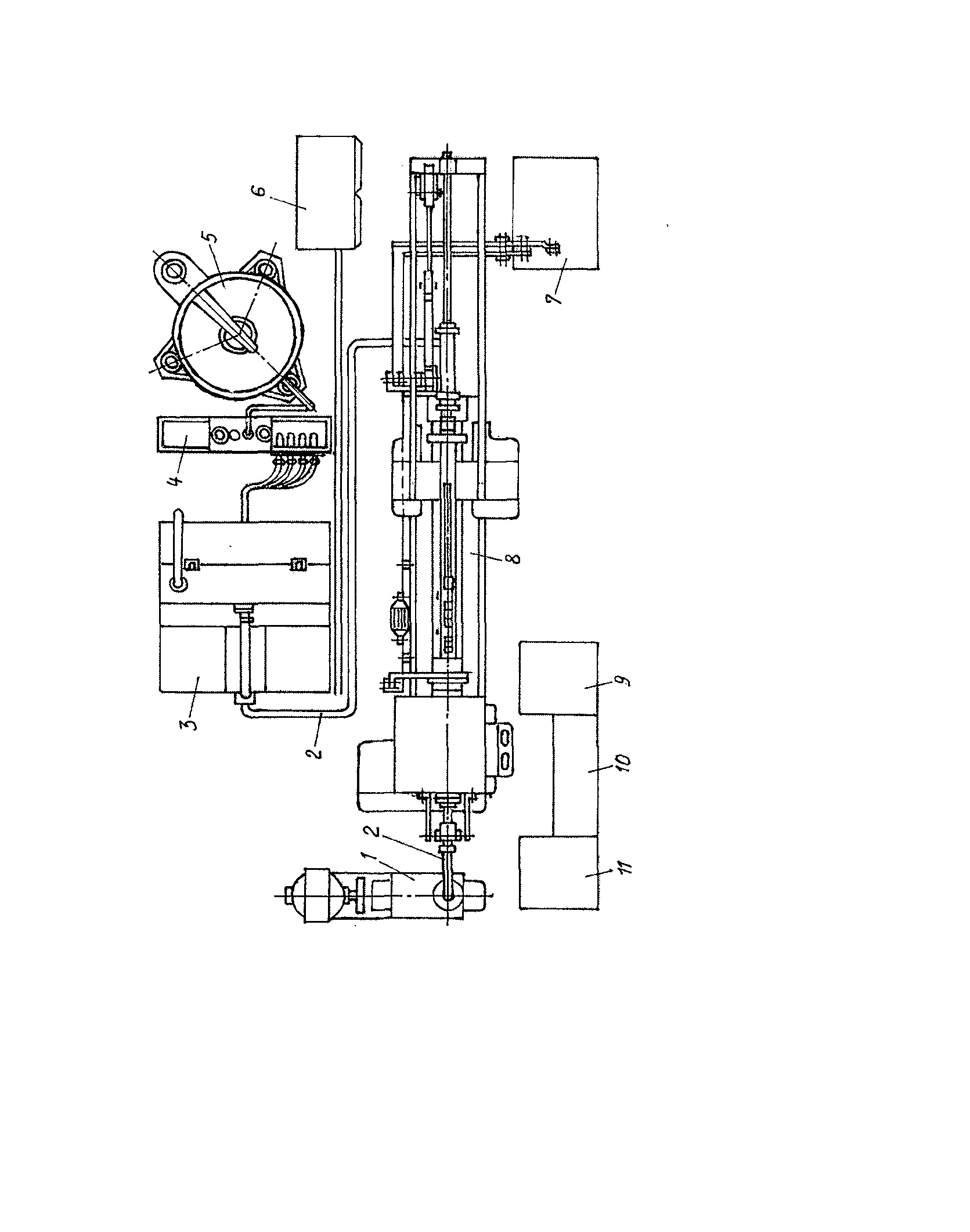
На рис. 3.22 показано расположение узлов электрохимического станка для обработки по схеме протягивания (вид сверху). Механическая часть 8 включает переднюю и заднюю направляющие для установки и крепления обрабатываемых труб, ходовой винт для подачи электрода-инструмента вдоль трубы, гибкий токопровод. Механическая часть соединена трубопроводами 2 с насосом 1 и ванной 3 для электролита, а токоведущими шинами – с источником питания 7. На схеме показаны также ванны 9, 10, 11 для промывки, пассивации и консервации деталей после обработки, смеситель 4 для приготовления и центрифуга 5 для очистки электролита, электрошкаф 6 с блоком защиты от коротких замыканий, устройством регулирования и управления процессом.
|
Рис. 3.22. Типовая структура электрохимического оборудования |
3.6.2. Характеристики оборудования.
Большинство электрохимических станков выпускается малой серией или по заказам предприятий (табл. 3.20).
Часть станков будет рассмотрена при изучении типовых технологических процессов.
Таблица 3.20. Технические характеристики
оборудования для электрохимической обработки
Модель |
Назначение |
Наибольшие размеры обрабатываемых заготовок, мм |
Скорость съема металла, мм3/мин |
Наиб. ток, А |
Напряжение, В |
Масса, кг |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
ЛСВХ-2 |
Прошивание отверстий диаметром 5-12 мм глубиной до 800 мм |
100х100х800 |
1,5-6,0 |
3000 |
6-12 |
- |
4422 |
Формообразование полостей |
250х300х160 |
0,3-1,2 |
3200 |
16 |
4500 |
4А423ФЦ |
Формообразование полостей |
480х350х400 |
12000 мм3/мин |
6300 |
12-24 |
4500 |
ЭХО-2 |
Обработка пера лопаток |
Длина до 300 |
0,2-1,0 |
10000 |
12 |
3000 |
4412ФЦ |
Обработка тел вращения |
Длина до 250 |
3000 мм3/мин |
3200 |
6-12 |
1800 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
ЭХТ-1500 |
Протягивание (возможно вращение заготовки) |
Диаметр отверстия 10-80. Длина детали 300-1600 |
Подача инструмента 1-5 мм/мин |
3200 |
12-18 |
2500 |
ЗЕ711ЭФ2-1 |
Плоское и профильное шлифование |
200х320х400 |
- |
1600 |
6-12 |
4200 |
3.6.3. Источники питания. Источники питания (ИП) электрохимических станков преобразуют переменное напряжение электрической сети в постоянное или в униполярное импульсное. В отдельных случаях для ЭХО используют и переменный ток. Но во всех случаях, кроме обработки струйным методом, выходное напряжение источника питания обычно не превышает 36 В. Сила тока может достигать 30000 А (в зависимости от мощности ИП). Источники могут быть со ступенчатым и плавным регулированием силы тока или напряжения, со стабилизацией выходных параметров.
Благодаря развитию выпрямительной техники были созданы статические источники питания на селеновых кремниевых выпрямителях. Наиболее перспективными являются источники с управляемыми выпрямителями, называемыми теристорными преобразователями, с системами защиты от перегрузок. Некоторые преобразователи позволяют менять полярность напряжения на выходе, их называют реверсивными.
На рис. 3.23 показана структурная схема источника питания. Напряжение от сети подается на понижающий трансформатор 1, а затем на выпрямитель 2, который показан с блоками регулирования 3 и стабилизации 5 процесса. Блок регулирования позволяет задать необходимую форму изменения напряжения, тока и их полярность. При коротких замыканиях между заготовкой и электродом-инструментом, а также при других перегрузках срабатывает система защиты 4, которая прерывает подачу напряжения на электроды.
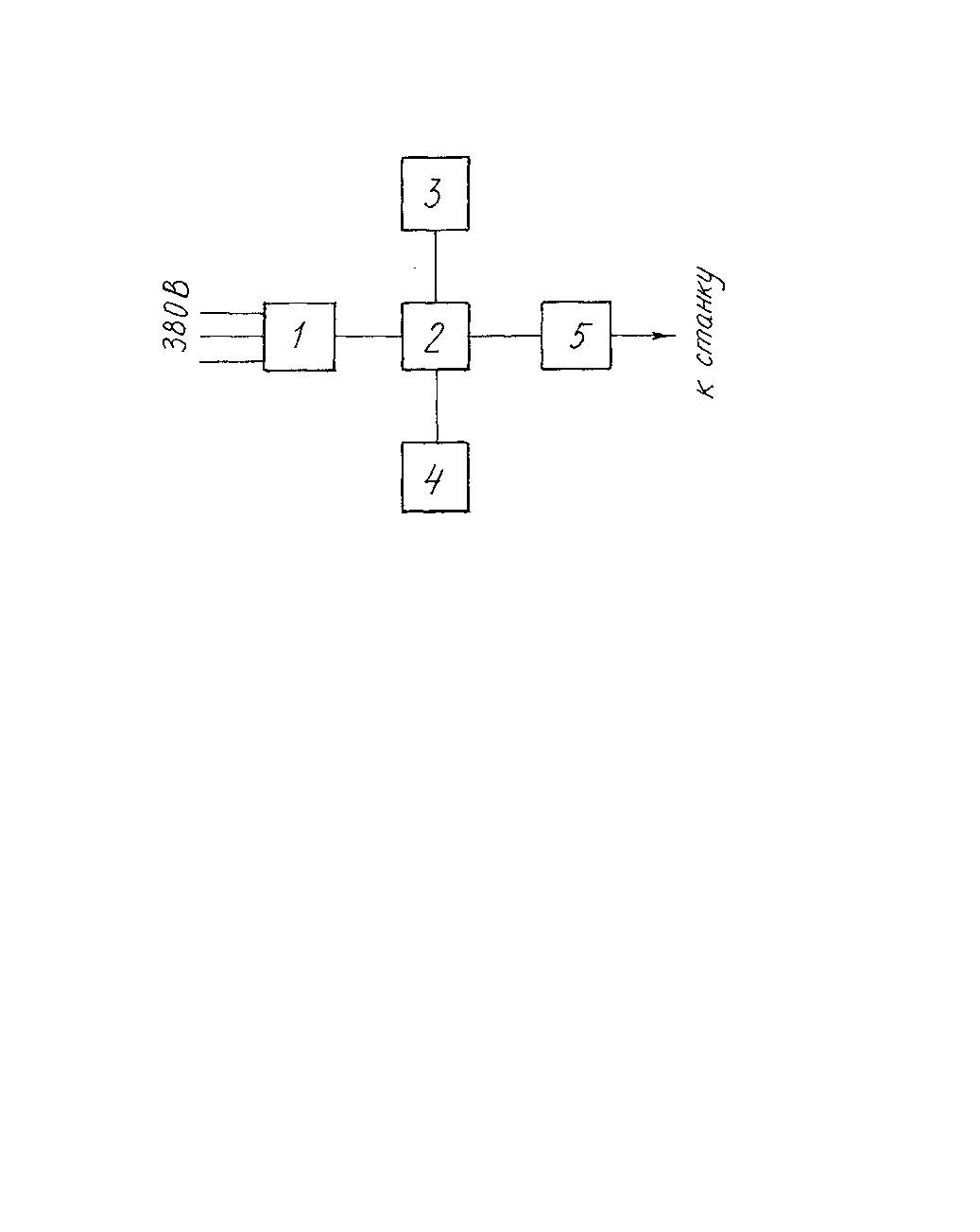
Рис. 3.23. Типовая структура источника питания
В качестве простейшего устройства для защиты от перегрузок можно использовать обычное тепловое реле, которое реагирует на изменение силы тока выше предельной, необходимой для нормального протекания процесса ЭХО. Недостатком таких реле является большое время срабатывания. Для защиты от перегрузок чаще используют быстродействующие электронные схемы на транзисторах. Время срабатывания таких схем составляет 0,008 с, поэтому отключение источника питания происходит до контакта электродов.
Простейшими статическими источниками питания являются селеновые неуправляемые выпрямители типа ИПП (табл. 3.21), состоящие из трансформатора и выпрямителя. Серийно выпускаются тиристорные источники питания типа ВАК (выпрямительный агрегат кремниевый), и ВАКР (реверсивный) с силой выходного тока до 30 000 А. Они имеют устройства для автоматического поддерживания заданной силы тока, напряжения, плотности тока, дают возможность регулировать напряжения от нескольких вольт до 36 В. Чтобы получить импульсное напряжение, используют специальные источники питания или приставки, подключаемые к источникам питания с постоянным напряжением.
Таблица 3.21. Характеристики источников питания
Тип |
Ток, А |
Напряжение, В |
Мощность на выходе, кВт |
Расход охлаждающей воды не менее, м3/час |
|
I ступ. |
II ступ. |
||||
ВАКР-100-12У4 |
100 |
6-12 |
3-6 |
1,2 |
не требуется |
ВАКР-320-18У4 |
320 |
9-18 |
3-9 |
5,76 |
0,2 |
ВАКР-630-24У4 |
630 |
12-24 |
3-12 |
|
0,2 |
ВАКР-1600-24У4 |
1600 |
12-24 |
3-12 |
38,4 |
0,4 |
ВАКР-3200-12У4 |
3200 |
6-12 |
3-6 |
38,4 |
0,96 |
ИПП-5000/14 |
5000 |
18,16 |
14 |
- |
- |
ВАКР-6300-12У4 |
6300 |
6-12 |
3-6 |
75,6 |
0,9 |
ВАК-12500-12У4 |
12500 |
6-12 |
3-6 |
150 |
1,8 |
ВАК-25000-24У4 |
25000 |
12-24 |
3-12 |
600 |
5,0 |
ИППС-30000/18 |
30000 |
36;27 |
21;18 |
- |
- |
Для
правильного выбора промышленного
источника питания необходимо учитывать
потребность в реверсировании, рассчитать
максимальную силу выходного тока. При
изготовлении деталей из различных
сплавов напряжение источника берут по
наибольшему граничному значению для
всех материалов. При определении силы
тока I
на выходе источника питания расчет
следует выполнять для детали, обработка
которой потребует наибольшего тока:
 ,
где IT
– сила тока, необходимая для анодного
растворения обрабатываемой поверхности
заготовки; 3
– коэффициент загрузки источника
питания при режиме длительной работы
(для источников питания типа ИПП
3=0,65…0,7;
для типа ВАК 3=0,8…0,98).
,
где IT
– сила тока, необходимая для анодного
растворения обрабатываемой поверхности
заготовки; 3
– коэффициент загрузки источника
питания при режиме длительной работы
(для источников питания типа ИПП
3=0,65…0,7;
для типа ВАК 3=0,8…0,98).
Расчет силы тока для осуществления процесса ЭХО выполняется по формуле
 ,
(3.11)
,
(3.11)
где Vрасч – расчетная скорость съема металла с заготовки; F – площадь рабочей части электрода-инструмента; j – плотность тока на аноде; – плотность материала анода; – электрохимический эквивалент обрабатываемого сплава; – выход по току.
При обработке по схеме с неподвижными электродами требуемая сила тока со временем меняется. Расчет ведут по скорости съема в начальный момент времени, когда межэлектродный зазор равен S0:
Vрасч=ηαæ(U-∆U)/γS0 ,
где æ – удельная электропроводность электролита; U – напряжение на электродах; ∆U – потери напряжения.
Для схем прошивания (с периодическим сближением электродов), точения и протягивания скорость съема находят для минимального зазора Smin:
Vрасч=ηαæ(U-∆U)/γSmin .
При схеме шлифования металлическим инструментом силу тока IT рассчитывают по формуле
IT=æ(U-∆U)F/Smin .
При расчете площади рабочей части электрода-инструмента следует учесть нерабочие участки (щели, отверстия, площадки, покрытые диэлектриком, и др.):
F=F0-F1,
где F0 – общая площадь рабочей части электрода-инструмента; F1 – площадь нерабочих участков. Расчет общей площади F0 для схемы разрезания выполняют для момента прохождения инструментом максимального размера поперечного сечения, например диаметра, заготовки. Для шлифования площадь F0 находят в зависимости от диаметра, ширины инструмента и глубины обработки путем графического построения в масштабе 50:1 или 100:1.
По известным напряжению и силе тока источника питания можно найти потребляемую им мощность
 , (3.12)
, (3.12)
где n – КПД источника питания.