

6.7.2. Электроэрозионнохимический метод
Нашел использование во многих отраслях машиностроения при изготовлении отверстий, пазов, особенно сложной формы в труднообрабатываемых сплавах и в деталях нежесткой формы.
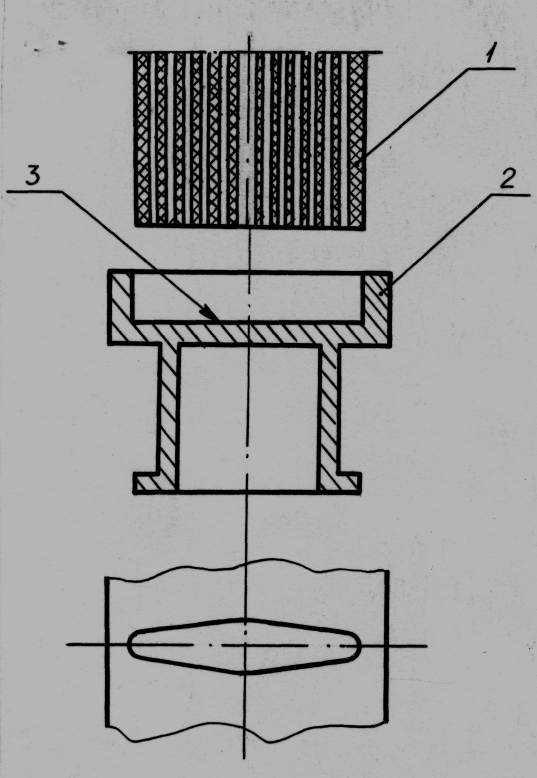
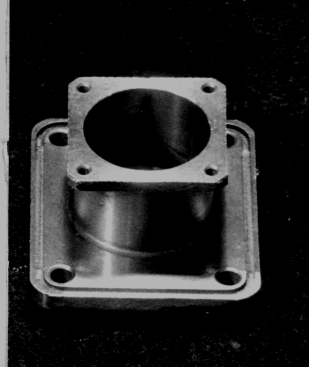
На рис. 6.45 показан корпус, в котором требуется получить углубление (3 на рис. 6.45, а) сложной формы.
а) б)
Рис. 6.45. Корпус из нержавеющей стали
а – эскиз; б – внешний вид
1 – электрод-инструмент; 2 – заготовка;
3 – углубление в детали
Глубина обработки около 3 мм, но малый радиус скругления углубления (около 2 мм) не позволяет повысить скорость фрезерования и требует больших затрат на изготовление и инструмент. В процессе отладки технологического процесса были испытаны различные виды обработки: пластической деформацией, фрезерованием, электроэрозионный, электрохимический, комбинированный метод. Результаты использования указанных технологических приемов показаны в табл. 6.26.
Таблица 6.26. Технические и экономические показатели обработки углубления (рис. 6.45)
Вид обработки |
Технические показатели |
Экономические показатели |
||
Погрешность, квалитет |
Шероховатость, Ra, мкм |
Трудоемкость, мин |
Энергоемкость, кВтчас/дет |
|
Холодное выдавливание |
8-9 |
0,32-0,64 |
0,02 |
0,01 |
Электроискровая прошивка |
9-10 |
1,25-5 |
4,5 |
0,08 |
Электроимпульсная прошивка |
9-10 |
10-20 |
3,5 |
0,08 |
ЭХО |
9-10 |
0,64-1,25 |
2,2 |
0,1 |
Электроэрозионнохимическая прошивка |
9-10 |
1,25-2,5 |
1,5 |
0,05 |
Анализ табл. 6.26 показывает, что по техническим показателям все методы обеспечивают заданные требования (погрешность 10-11 квалитет, шероховатость 10-15 мкм). Однако, холодное выдавливание мастер-пуансоном оказалось нерентабельным из-за высокой стоимости изготовления инструмента и его низкой стойкости (2-3 углубления). Электроимпульсная обработка не давала устойчивых показателей по шероховатости, а при использовании графитового электрода на поверхности оставался осадок, который требовалось удалять (например при получении углублений под сварку). Минимальную трудоемкость показал комбинированный метод, при котором скорость прошивки возросла до 20 раз по сравнению с другими электрическими методами, а также снизился износ инструмента (в сравнении с электроискровой прошивкой).
На рис. 6.46 показаны детали с межлопаточными каналами (а), углублениями около 2,5 мм (б), отверстиями 1,2 мм (в).

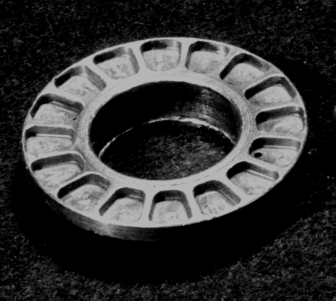
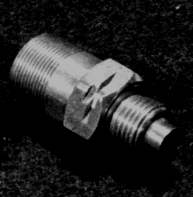
а) б) в)
Рис. 6.46. Детали из специальных сплавов,
обработанные электроэрозионнохимическим методом
Технологические сложности при изготовлении углублений (рис. 6.46, б) возникали из-за низкой производительности обработки сопрягаемых боковых и донных участков, необходимости дорогостоящих операций по скруглению кромок и снятию заусенцев. При сверлении отверстий (рис. 6.46, в) в боковых гранях детали была низкая стойкость инструмента, возникала большая психологическая нагрузка на исполнителей из-за постоянного ожидания поломки сверл, имело место образование заусенцев на выходе инструмента из отверстия. Обработка пазов в межлопаточных каналах (рис. 6.46, а) могла выполняться электроэрозионным и комбинированным методом, ЭХО, но на стадии вскрытия канала выявились очевидные преимущества КМО.
В табл. 6.27 показаны сравнительные показатели изготовления деталей, приведенных на рис. 6.46.
Из табл. 6.27 видно, что выигрыш (прибыль) от внедрения КМО возрастает по мере усложнения формы обрабатываемой поверхности. Для деталей на рис. 6.46, б, в основным преимуществом по сравнению с механической обработкой является отсутствие заусенцев и скругление кромок при использовании ЭХО и КМО. Основным ограничением области использования электроэрозионнохимического процесса является большая глубина обработки. Имеются различные [127], [131] мнения по этому вопросу, но более целесообразной является прошивка углублений с величиной до 4-6 мм.