

3.5.3. Материалы для эи
Для электродов-инструментов необходимо выбирать сплавы, обладающие коррозионной стойкостью, высокой электропроводностью, хорошей сопротивляемостью местному разрушению при коротких замыканиях, высокой адгезией к диэлектрическим покрытиям, достаточной механической прочностью и обрабатываемостью, низкой стоимостью (табл. 3.18). Наиболее полно этим требованиям удовлетворяют медь, медные сплавы, нержавеющие стали; в меньшей степени – титановые сплавы. Медь и ее сплавы имеют высокую электропроводность, свариваемость, удовлетворительную адгезию к покрытиям, достаточную механическую прочность. Главным недостатком таких материалов является высокая чувствительность к коротким замыканиям, при которых выплавляются большие участки рабочей поверхности, что затрудняет их восстановление. Если заготовку электрода-инструмента получают литьем, то в качестве материала используют латунь или бронзу.
Таблица 3.18. Материалы для рабочей части ЭИ
Характеристика материала |
Медь |
Латунь |
Бронза |
Нержавеющая сталь |
Удельное электрическое сопротивление, Оммм2/м |
0,0175 |
0,062 |
0,021 |
0,75 |
Проводимость относительно меди, % |
100 |
32 |
83 |
2-3 |
Предел прочности, МПа |
200-300 |
350-650 |
180-210 |
540-560 |
Адгезия с покрытиями |
Удовлетворительная |
Удовлетворительная |
Удовлетворительная |
Хорошая |
Электроды-инструменты повышенной прочности изготовляют из нержавеющих сталей, например 12Х18Н9Т, которые не разрушаются при коротких замыканиях, имеют предел прочности в 2…3 раза выше, чем медь, обладают высокой адгезией к покрытиям. При этом следует учитывать низкую удельную электрическую проводимость (в 30…50 раз меньше, чем у меди), поэтому контактные участки для подвода напряжения у таких инструментов должны быть большими.
При проектировании электродов-инструментов диэлектрические материалы используются: а) в виде покрытий толщиной 0,05…0,5 мм; б) в виде механически обработанных конструктивных элементов (стержней, брусков, листов, плит), которые либо закрепляются на обрабатываемой поверхности, либо составляют часть электрода-инструмента.
3.5.4. Диэлектрические покрытия для эи [131]
Покрытия (табл. 3.19) должны обладать высокой адгезией к металлам, механической прочностью, хорошей износостойкостью в условиях трения, стабильными диэлектрическими свойствами. Технологию нанесения их на поверхность металла необходимо иметь простой. Покрытия должны создавать плотную беспористую пленку, исключающую проникновение электролита к металлу, не разбухать под действием жидкости. В качестве покрытий используют эпоксидные смолы, лаки, керамические эмали, капрон в порошке, полиэтилен. Поверхность детали предварительно обрабатывают для повышения шероховатости: царапают металлическими щетками, обдувают дробью, накатывают канавки.
Покрытие смолами, лаками и эмалями выполняют кистями, распылителем или окунанием. Капрон, полиэтилен, другие пластмассы наносят в псевдокипящем слое (рис. 3.5). Для этого покрытие в виде порошка 2 помещают под сетку 3. Деталь 1 нагревают до температуры на 40…45 К выше температуры плавления материала покрытия и подвешивают над слоем порошка. Снизу через сетку подают сжатый воздух, который распыляет порошок, и он совершает движения, как при кипении. Порошок касается нагретой поверхности детали и плавится на ней ровным плотным слоем небольшой толщины. Чем мельче частицы покрытия, тем тоньше можно получить слой на поверхности. Эффективно использование в качестве изоляционного покрытия оксидной пленки металла электрода-инструмента, полученной непосредственно на электроде путем его специальной термообработки [13].
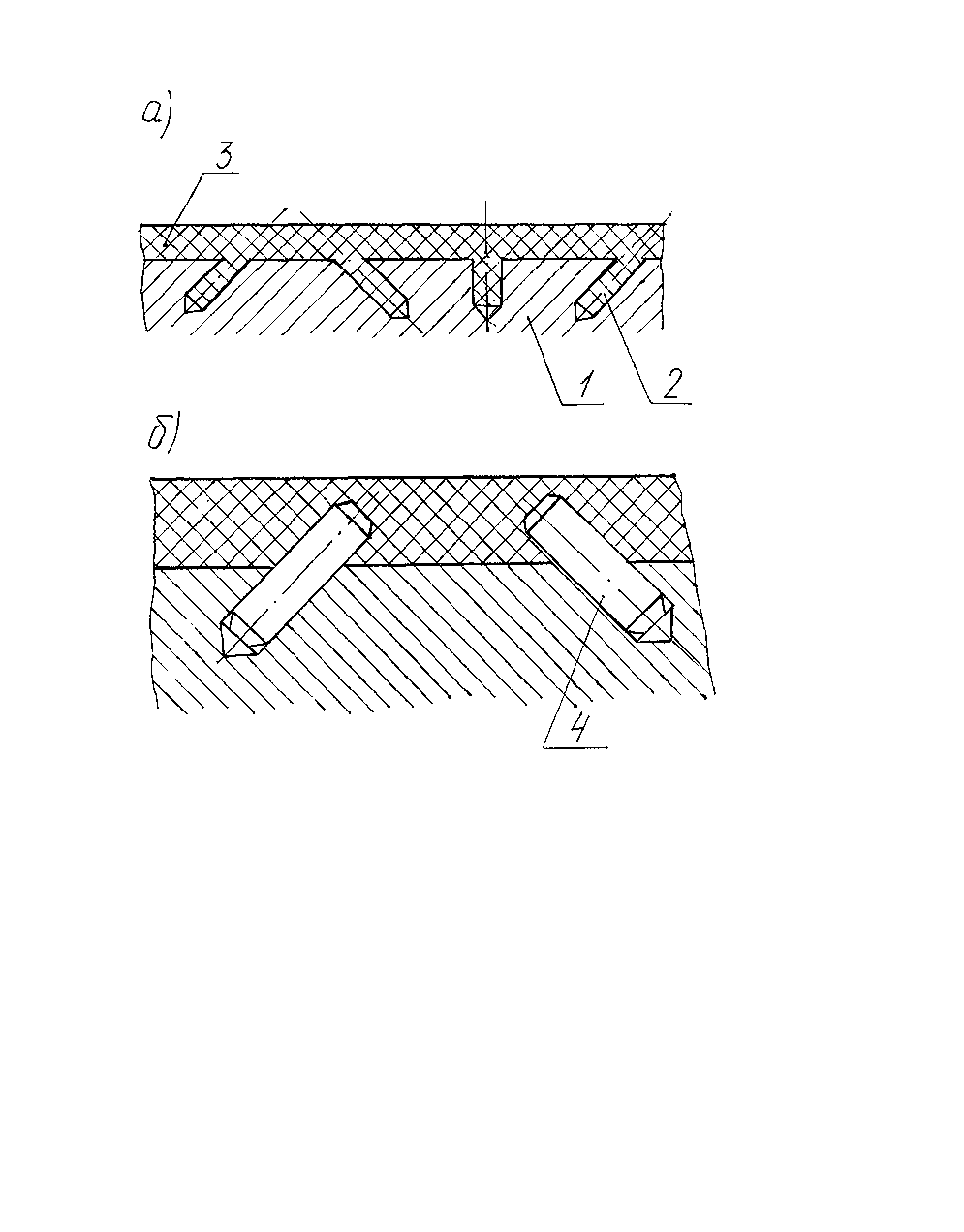
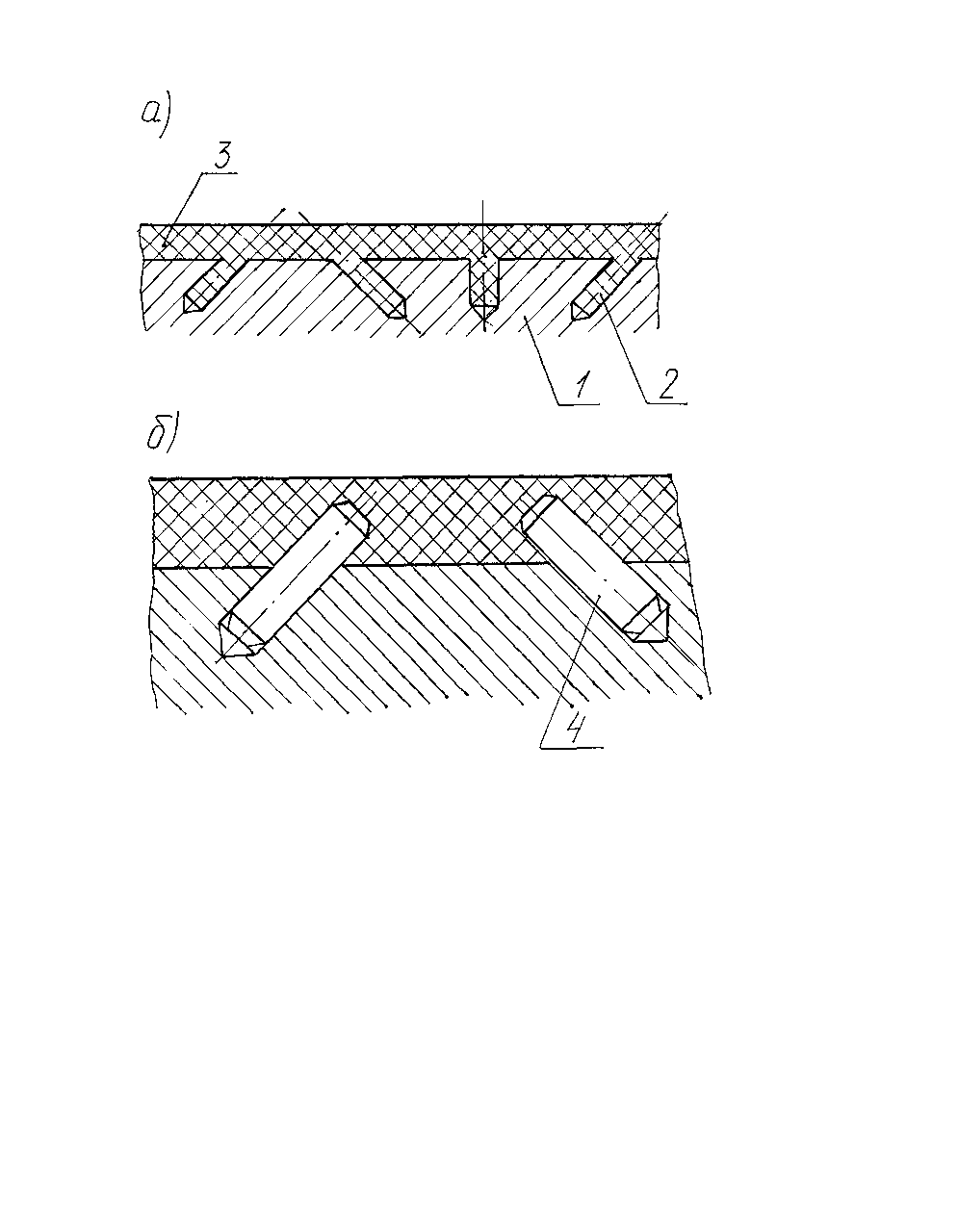
Если покрытия наносят на нерабочие поверхности электрода-инструмента, то обычно используют специальную резину с повышенной адгезией к металлам, пластмассу типа АСТ-Т, стиракрил. Для улучшения адгезии перед нанесением покрытий в детали 1 (рис. 3.6,а) предварительно сверлят отверстия 2 под различными углами к поверхности. Покрытие 3 заполняет отверстия и прочно удерживается на детали. Иногда в отверстия запрессовывают короткие штифты 4 (рис. 3.6,б), которые также служат для закрепления покрытия.
Таблица 3.19. Диэлектрические покрытия |
Лаки |
- |
- |
0 |
800-850 |
0,05-0,2 |
Около 1 |
Титановая эмаль ЭВ300 |
20-25 |
- |
0 |
800 |
0,1-0,3 |
Более 1 |
|
Капролон В1 и В2 |
90-95 |
1,15-1,16 |
0 |
370 |
0,3 |
0,6 |
|
Пластмасса АСТ-Т |
45-50 |
1,14-1,18 |
0,14 |
390 |
0,3-3 |
0,6 |
|
Фторопласт |
20-22,5 |
2,19 |
0 |
530 |
0,1-0,4 |
Более 1 |
|
Стеклотекстолит |
- |
1,6-1,8 |
0,8-7 |
430 |
0,3 |
Более 1 |
|
Резина |
45 |
- |
0 |
323 |
Не менее 0,3 |
Более 1 |
|
Характеристика |
Предел прочности при разрыве, МПа |
Плотность, г/см3 |
Водопоглощаемость при 293 К, % |
Наибольшая температура, при которой может быть использован материал, К |
Наименьшая толщина покрытия, мм |
Напряжение пробоя, КВ |
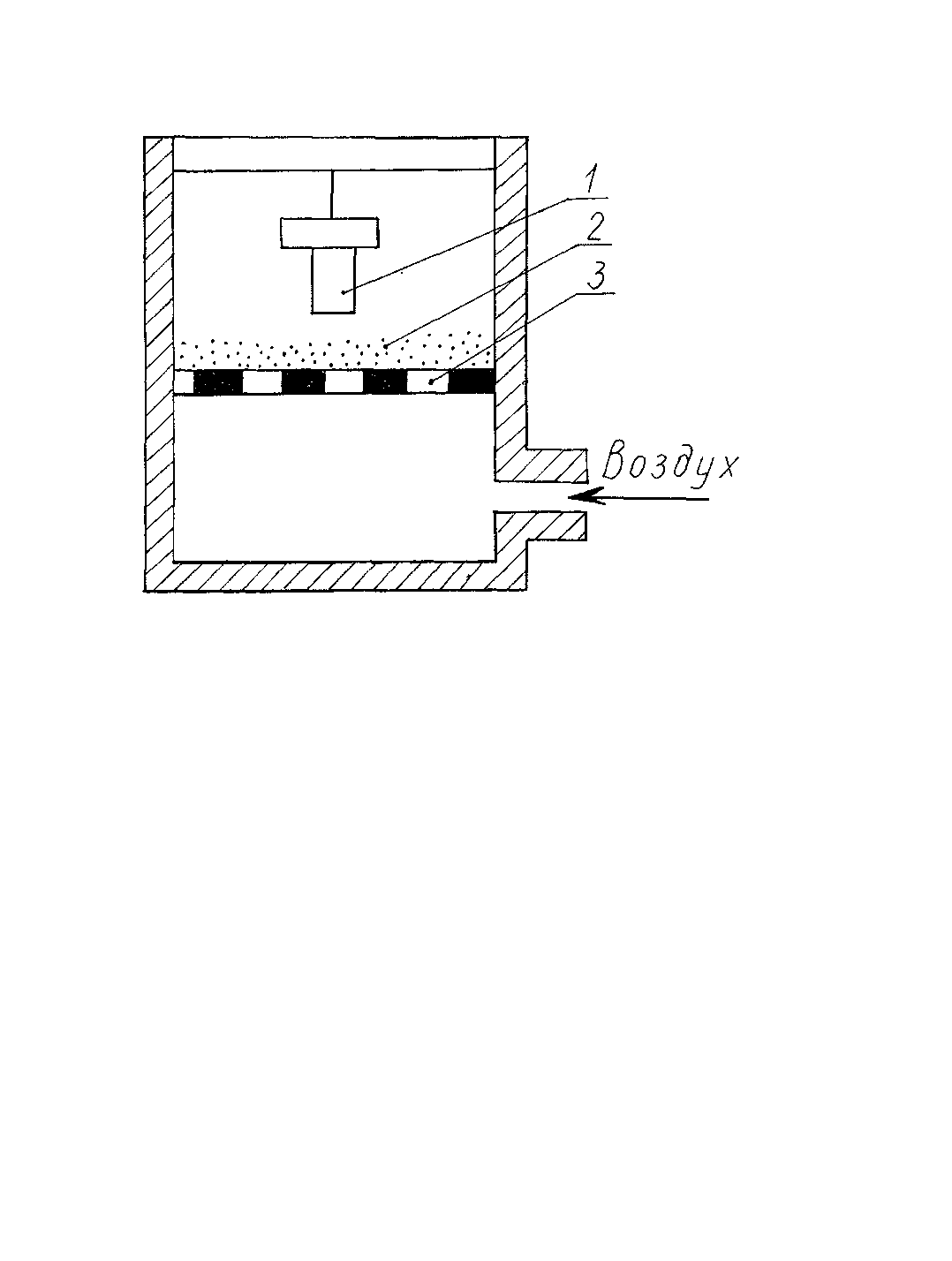
Рис. 3.5. Схема покрытия инструмента в псевдокипящем слое
а)
б)
Рис. 3.6. Пути повышения адгезии покрытий к инструменту
Резину и герметики на ее основе используют для нанесения покрытий на участки деталей, имеющих замкнутый контур. За счет упругих свойств такое покрытие прочно удерживается на поверхности даже при больших скоростях течения электролита.
Конструкционные элементы из диэлектриков применяют для переходников, крепежных частей, направляющих для электродов-инструментов, работающих по схеме протягивания, упоров и других деталей. Они должны быть прочны, способны работать при высоких температурах (свыше 320 К), обладать слабой водопоглощаемостью. Чаще всего для этих целей применяют резину, стеклотекстолит, текстолит, фторопласт, капролон. Стеклотекстолит и текстолит, несмотря на хорошие характеристики, набухают в электролите. Для ликвидации этого недостатка изготовленные из них детали до сборки проваривают в масле в течение 3…5 ч.
Резина может работать при температуре не выше 325…330 К. При коротких замыканиях температура превышает 15000 К и резина разрушается. Кроме того, резиновые детали не позволяют точно базировать заготовку, поскольку резина упруга и изменяет форму при силах закрепления.
Фторопласт обладает удовлетворительной прочностью, хорошо работает при температурах до 530 К, но из-за большой массы конструкции из него тяжелы, и это может влиять на точность обработки.