

Техническая характеристика установки
Габариты обрабатываемой детали, мм….. |
до 100x100x100 |
Продольное перемещение оправки с деталью, мм…………………………………. |
не менее 100 |
Скорость перемещения детали, мм/мин… |
до 300 |
Наружный диаметр электрода-щетки, мм………….………………………………. |
70-150 |
Рабочий ток, А……………………………. |
до 600 |
Давление электролита, МПа……………... |
0,4 |
Мощность, кВт…………………………… |
8,0 |
Габариты установки, мм…………………. |
1220x1100x1655 |
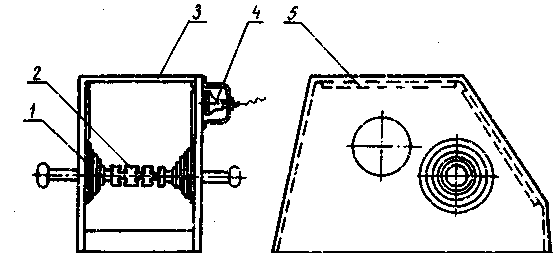
Рис. 6.55. Камера с оправкой для крепления детали:
1 - гофрированные резиновые манжеты; 2 - оправка;
3 – откидная крышка из оргстекла; 4 - лампа-вспышка;
5 - корпус камеры
Опыт показал, что для изготовления ЭЩ желательно использовать мягкую проволоку диаметром 0,05-0,15 мм. Такая проволока при работе хорошо соприкасается с поверхностью детали. Кроме того, снижается ударное действие при касании ее обрабатываемой поверхности, за счет чего сокращается вероятность обрыва концов проволоки. Несмотря на малую собственную жесткость пучков, проволока под действием центробежных сил занимает радиальное положение и сохраняет его в течение всего периода обработки.
На осциллограмме видно, что наибольший ток поступает в зону обработки при электроконтактном съеме припуска, когда имеет место режим, близкий к короткому замыканию (кривая напряжения приближается к нулю).
Достигнута скорость съема металла электродом-щеткой до 180 мм3/мин (рис. 6.56), что в 90 раз превышает этот показатель при удалении заусенцев крацеванием. Другие методы, кроме крацевания, приведенные на рис. 6.56, предполагают использование профильного инструмента постоянной формы и едва ли могут конкурировать с электродом-щеткой при обработке заготовок произвольной формы. Наиболее универсальным методом обработки поверхностей сложной формы является крацевание щетками, но производительность его весьма низкая (почти на два порядка ниже, чем у обработки электродом-щеткой).
Шероховатость поверхности, обработанной электродом-щеткой, соответствует Ra=2,5-5 мкм, что вполне удовлетворяет требованиям не только на операциях зачистки поверхности и снятия заусенцев, но и на чистовых операциях. Шероховатость можно снизить до 2х раз за счет подбора режимов обработки и характеристик проволоки в электроде-щетке.
I

II
Рис. 6.56. Технологические показатели обработки деталей электродом-щеткой (1) в сравнении с другими аналогичными методами: чистовой анодно-механической обработкой (2); электроабразивной обработкой (3); электроалмазной обработкой (4); абразивной зачисткой деталей (5); крацеванием (6)
I – производительность; II – шероховатость поверхности
Скорость съема металла и шероховатость поверхности во многом зависят от степени прижима инструмента к детали. С увеличением прижима съем резко возрастает, но могут возникать прижоги площадью до десятков квадратных миллиметров и глубиной до 0,3-0,5 мм. При этом износ щетки может достигать 100% по отношению к объему снятого материала, в основном за счет сгорания проволоки в момент прижима ее к заготовке. При небольшом прижиме износ снижается и происходит в основном за счет механического отсекания концов проволоки при встрече ее с острыми кромками детали.
Точность обработанного профиля зависит от режима процесса и навыков оператора. При освоенном процессе погрешность не превышает 0,2 мм.
Обрабатывались детали типа патрубка (рис. 6.57, а) из стали 12X18H10T, где необходимо было зачистить сварной шов. Продолжительность операции составила 15-20 мин, в то время как при абразивной зачистке - 100 мин. Шероховатость обработанной поверхности после ЭЩ - в пределах Ra=2,5 мкм. Кроме того, обрабатывались различные детали с заусенцами. На рис. 6.57, б приведено колесо, на котором после фрезерования были заусенцы длиной до 3-5 мм. Удалять их на электрохимических станках было сложно. При использовании электрода-щетки удалось не только снять заусенцы, но и скруглить кромки с радиусом 0,2-0,3 мм. Положительный результат получен также при обработке ажурных деталей из черных и цветных сплавов.
а) б)
Рис. 6.57. Детали, обработанные на установке:
а - патрубок; б - колесо; 1 - сварные швы; 2 - заусенцы