

2.4 Инструмент для обработки отверстий, части, элементы и геометрия спирального сверла.
В деталях машин имеется, как правило, отверстия, которые бывают сквозными, глухими, ступенчатыми, точными, резьбовыми, конусными и т. д. Для их получения часто применяют сверление (получение отверстий в сплошном материале). Станки вертикально-сверлильные, радиально-сверлильные, многошпиндельные и др. Инструменты – свёрла: спиральные, с прямыми канавками, комбинированные, центровочные, для глубокого сверления и др. Свёрла бывают цельные, сборные (составные). Увеличение диаметра ранее полученного отверстия называется рассверливанием. При сверлении имеют место те же явления, что и при точении (упругие и пластические деформации, образование стружки, нарост, усадка, действие сил и трение, тепловыделение, износ и т. д.). Особенности: 1) сверло – более сложный инструмент, чем резец, 2) при сверлении затруднён отвод стружки, 3) затруднена подача СОТС. В целом обработка отверстий сложнее, чем обработка наружных поверхностей.
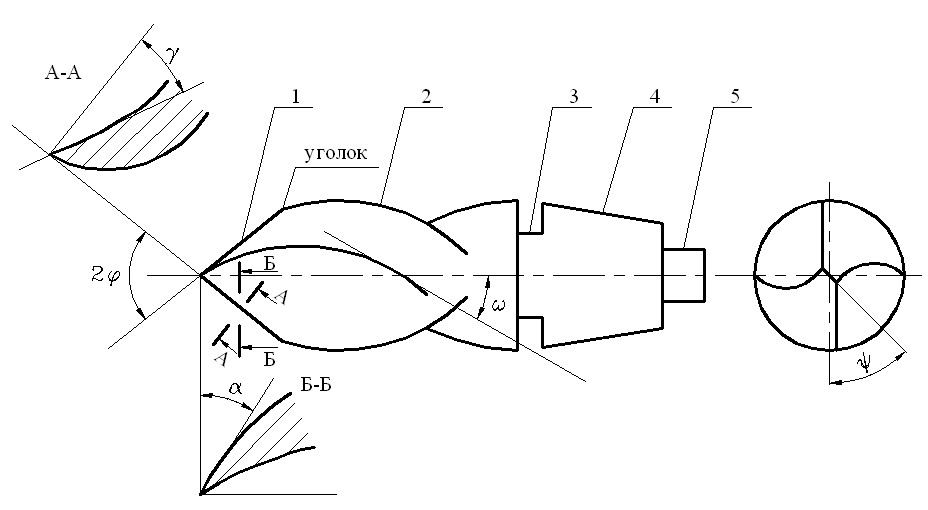
Части сверла: 1+2 – рабочая часть, 1 –режущая часть, 3 – шейка, 4+5 – хвостовик, 5 – лапка.
Элементы сверла: режущие кромки, стружечные канавки, перья, уголки, ленточки, поперечная кромка (перемычка), сердцевина.
Углы: 2φ = 116°…130° - угол при вершине, ω = 18°…30° - угол наклона винтовой канавки, γ – передний угол, α – задний угол, ψ = 55° - угол наклона поперечной кромки.
С вёрла
позволяют получить 11, 12 квалитеты
точности и Ra
= 6,3 мкм. Для получения более точных и
чистых отверстий применяют зенкеры и
развёртки (зенкеры – 10 квалитет, Ra
= 1,6…3,2 мкм, развёртки – 8 квалитет, Ra
= 0,8 мкм). Зенкер в отличие от сверла имеет
3 – 4 режущие кромки, развёртка – 6 – 12.
Припуск на обработку зенкерами составляет
до 5 мм, развёртками – до 0,5 мм. Срезается
меньший слой, в работе участвует большее
число зубьев, поэтому получается большая
чистота поверхности.
вёрла
позволяют получить 11, 12 квалитеты
точности и Ra
= 6,3 мкм. Для получения более точных и
чистых отверстий применяют зенкеры и
развёртки (зенкеры – 10 квалитет, Ra
= 1,6…3,2 мкм, развёртки – 8 квалитет, Ra
= 0,8 мкм). Зенкер в отличие от сверла имеет
3 – 4 режущие кромки, развёртка – 6 – 12.
Припуск на обработку зенкерами составляет
до 5 мм, развёртками – до 0,5 мм. Срезается
меньший слой, в работе участвует большее
число зубьев, поэтому получается большая
чистота поверхности.
φ = 30° – угол заборного конуса
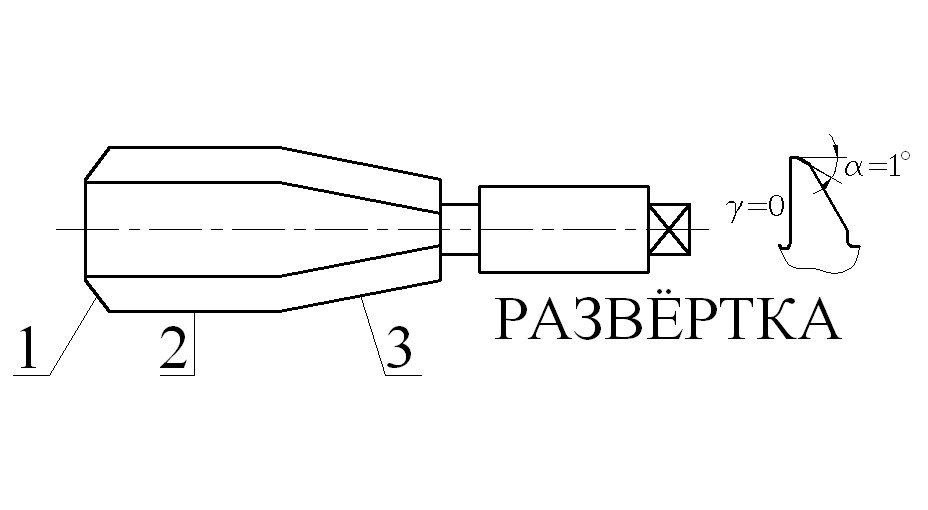
1 – заборный конус (15°), 2 – цилиндрическая часть, 3 – обратный конус
2.5 Инструмент для нарезания зубьев зубчатых колёс, способы и методы обработки зубьев.
Основные способы обработки и отделки зубчатых колёс:
1. зубофрезерование (дисковые и пальцевые фрезы, червячная фреза);
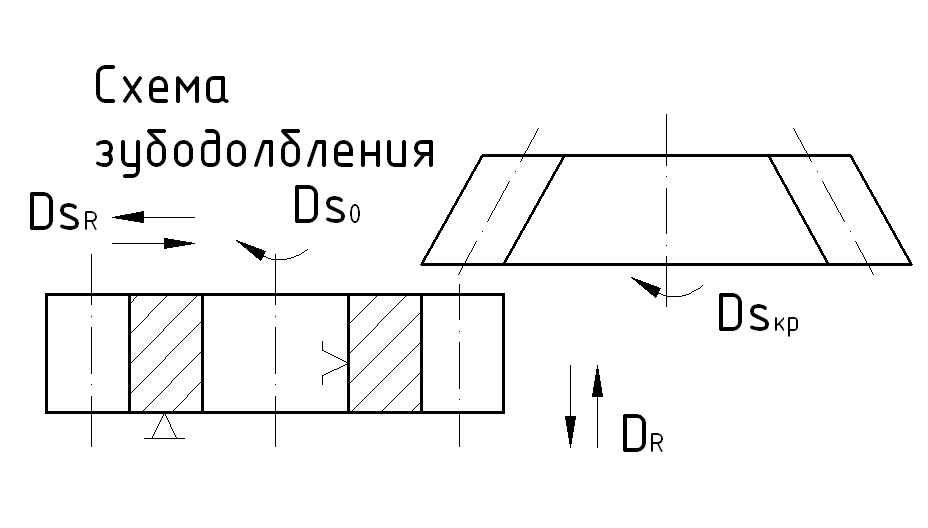
2. зубодолбление (долбяки, зубодолбёжные головки);
3. зубострогание (зубострогальные резцы);
4. зубопротягивание (протяжка);
5. предварительная обработка – накатывание в холодном или горячем состоянии;
6. отделочные виды работ:
- шлифование;
- шевингование;
- виброабразивная обработка.
И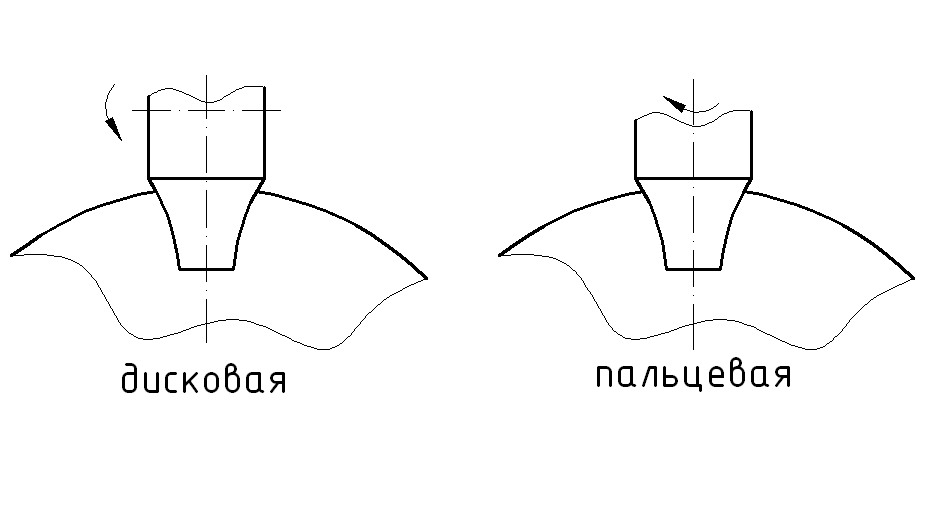 нструмент
дорогостоящий. В стоимости зубчатого
колеса он составляет до 50%. Инструменты
изготавливают из твёрдых сплавов и
быстрорежущих сталей.
нструмент
дорогостоящий. В стоимости зубчатого
колеса он составляет до 50%. Инструменты
изготавливают из твёрдых сплавов и
быстрорежущих сталей.
Метод копирования.
Заключается в том, что профиль инструмента соответствует форме впадины зубчатого колеса. По этому методу работают дисковые и пальцевые модульные фрезы и зуборезные головки.
Можно применять горизонтально-фрезерные станки. Недостатки: невысокая точность и производительность
Метод обкатки.
Инструмент – червячные фрезы, долбяки, шеверы и др. Заключается в том, что инструмент и заготовка представляют собой сопряжённую (правильно зацепляющуюся) пару и обеспечивается непрерывность обработки.
С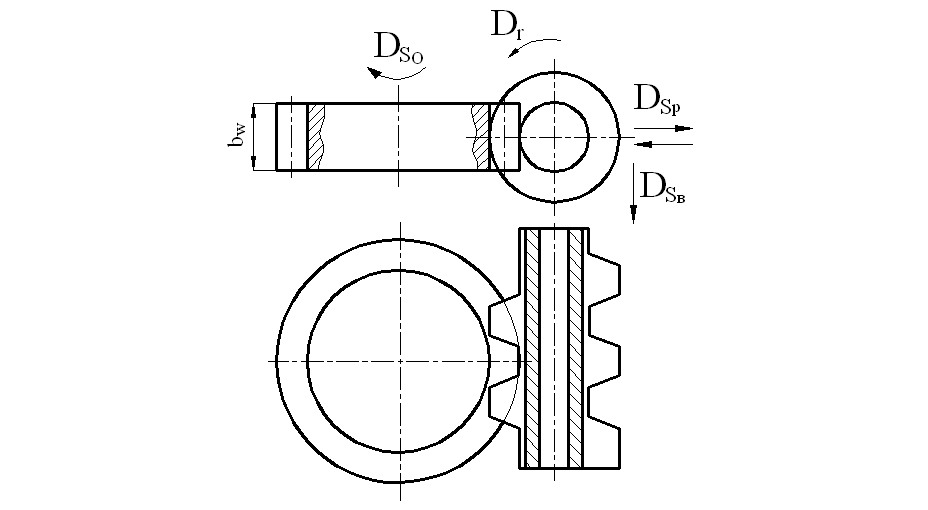
 хема
зубофрезерования червячной фрезой
хема
зубофрезерования червячной фрезой
Червячные фрезы – изготавливают 3-х типов классов точности АА, А, В, С, D. Долбяки – 5-ти типов, 3-х классов точности. Дисковые и чашечные, прямозубые и косозубые, хвостовые. Шеверы – дисковые, шеверы-рейки, шеверы-червяки. Хоны – зубчатые колёса, состоящие из корпуса и абразивного венца.