

5.7 Технологическая операция и её элементы.
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по изменению форм, размеров, внешнего вида, химического состава, структуры материала и.т.д. – это документы, стандартные формы в соответствии с которыми выполняется производственная деятельность. Технологические процессы бывают единичные, типовые, групповые. Технологическая операция – часть технологического процесса, которая выполняется на одном рабочем месте. ГОСТ 3.102-89 – классификатор названий операций.
Операция является основной единицей планирования и учета. Операции бывают:
– основные (способствуют изменению формы, структуры);
– вспомогательные (транспортировка, моечные, термообработка).
Технологическая операция состоит из переходов. Переходы бывают двух видов:
– технологический переход – часть операции, характеризуемая постоянством применяемого инструмента и обрабатываемой поверхности;
– вспомогательный переход – часть операции, несвязанная с изменением формы и размеров (установка детали, смена инструмента, переналадка).
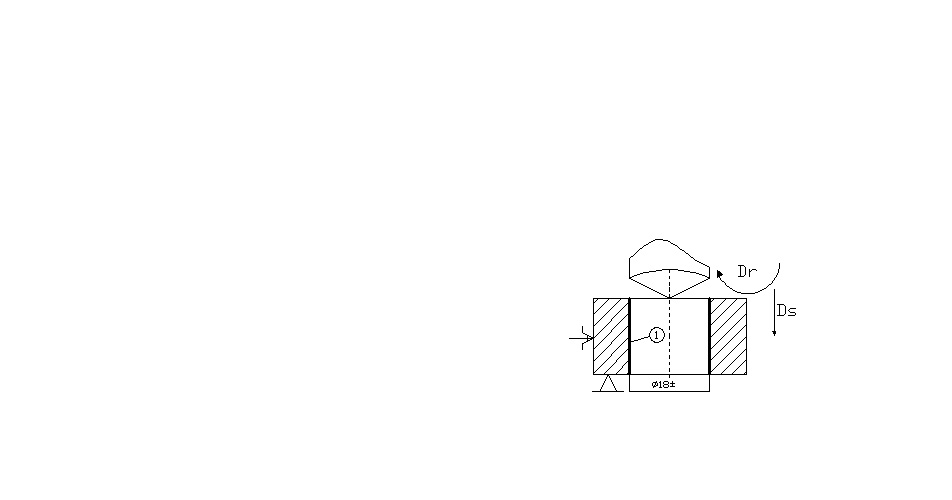
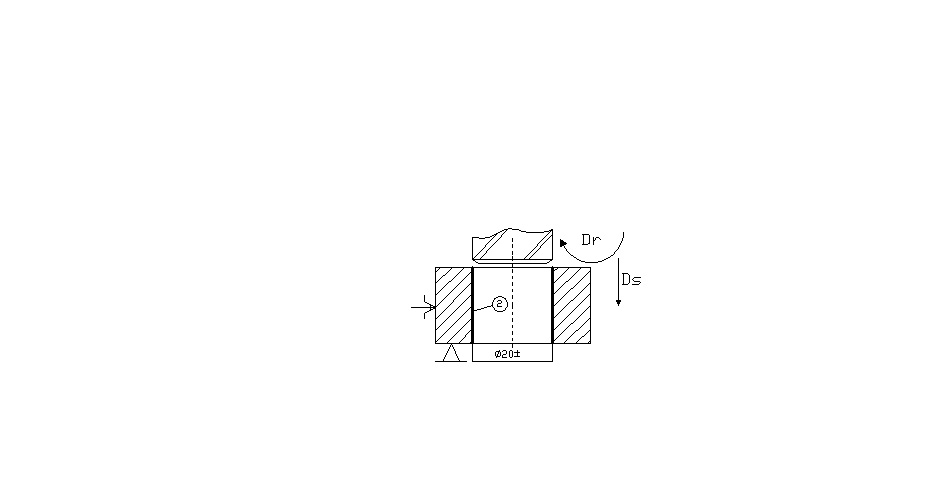
Пример: Операция 005 Вертикально – сверлильная Ø20h9 (на черновой обработке снимается – 60%, чистовой – 40%).
Переход 1. Сверлить отверстие 1 (Ø18 ±).
Переход 2. Зенкеровать поверхность 2 (Ø20 ±).
Позиция – это фиксированное положение, занимаемое неизменно закрепленной заготовкой относительно режущего инструмента.
Установ – закрепленная деталь перемещается относительно инструмента.
5.8 Основные типы заготовок и способы их получения. Обоснование выбора заготовок.
1. Литьё
На деталь, заготовка для которой получена методом литья, выбирают заготовку, полученную более прогрессивным методом. Производится сравнение по классам точности, которые характеризуют величину припуска.
2. Поковки штампованные
а) для деталей заготовки-поковки сравниваются с заготовками-поковками, у которых класс точности выше. Это зависит от способа получения на выбранном оборудовании;
б) заготовки-поковки сравниваются с другими методами получения (например, с прокатом). Очевидно преимущество заготовок штампованных в случае, если деталь имеет ступеньки.
3. Прокат
Принимают, когда деталь гладкая, бесступенчатая. Прокат трубный выбирается при условии сквозного отверстия детали. Значение диаметрального размера прутка или трубы принимается ближайшее большее по ГОСТу. Чем ближе размеры заготовки к размеру детали, тем оптимальнее произведён выбор заготовки.
![]() ,
,
![]() - коэффициент использования материала,
- коэффициент использования материала,
![]() - масса детали,
- масса детали,
![]() - масса заготовки. Если
- масса заготовки. Если
![]() ,
то он считается удовлетворительным для
серийного производства,
,
то он считается удовлетворительным для
серийного производства,
![]() - массовое производство.
- массовое производство.
Содержание и последовательность действий при выборе метода получения заготовки.
1. Выбирают 2 метода получения заготовки. Учитывают опыт завода, тип производства, марку материала, конфигурацию детали, а также рекомендации по выбору метода получения заготовок.
2. Рассчитывают размеры заготовок с помощью таблиц или расчётно-аналитическим методом. Расчёт ведётся в следующей последовательности: а) выбирают припуски на механическую обработку заготовки, б) рассчитывают размеры заготовок (для расчёта размеров заготовки табличное значение припусков на механическую обработку прибавляют к размерам готовой детали, если это наружные и отнимают, если – внутренние), в) выбирают отклонения размеров заготовок и определяют размеры и отклонения заготовок в целом.
3. Выполняют эскизы заготовок с указанием размеров и отклонений.
4. Рассчитывают массу заготовок m = ρ∙V.
5.
Рассчитывают
![]() .
.
6. Рассчитывают себестоимость заготовок и определяют экономический эффект от выбора данной заготовки.