

9.2 Упрочнение термической обработкой
При восстановлении деталей широко используют, для повышения износостойкости и сопротивление усталости, термические процессы.
Основные виды ТО: - отжиг, - нормализация, - закалка, - отпуск, обработка холодом;
Закалка – самый распространенный вид ТО состоящий в нагреве стали до оптимальной температуры, выдержки при этой температуре и послед. быстром охлаждении в целях получения неравновесной структуры.
В рез. Повышаются прочность, твердость, сопротивление износу, износостойкость и предел упругости, однако при этом понижается пластичность.
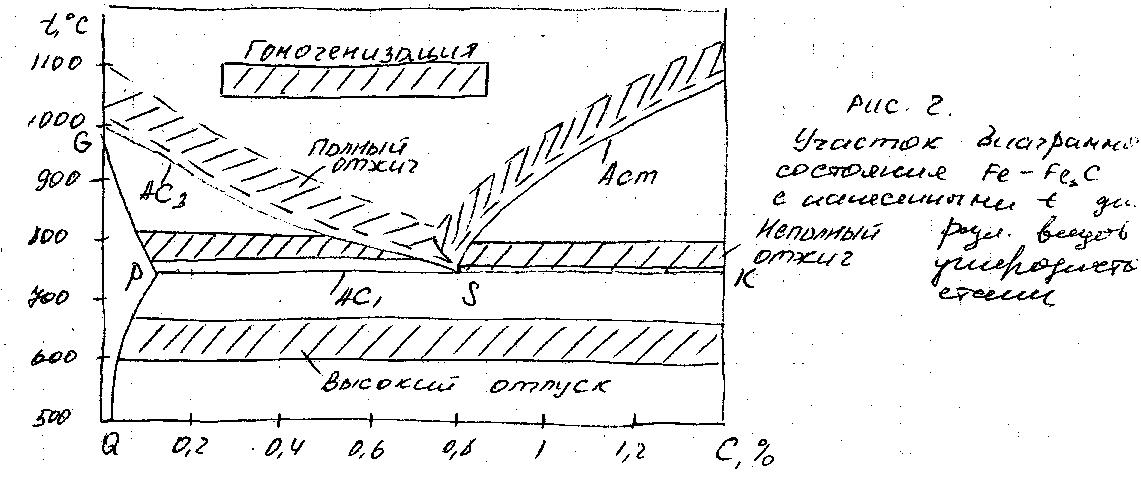
При закалке доэфтектоидной стали, нагревают до t на 30-50 градусов, выше t соотв. критическим точкам АС3 ( линияGS ).
При этих температурах исходная, ферито-перлитная структура превращается в аустенит, а после охлаждения со скоростью большей критической (150-200 град) образуется мартенсит.
В большинстве случаев стремятся получить эту структуру, т.к. сталь закаленная на мартенсит обладает высокой твердостью, 51.5-66 HRC, повышенной прочностью к сопротивлению усталости но низкой вязкостью.
Если доэфтектоидные стали нагревают ниже точек АС3, то в структуре сохраняется непревращенный феррит, кот. после закалки будет присутствовать в структуре наряду с мартенситом и снижать твердость – такую закалку называют неполной.
Для заэфтектоидных сталей всегда применяют неполную закалку, поскольку остающийся при таком нагреве цементит имеет выс. твердость и обеспечивает, закаленной стали твердость и износостойкость.
При закалке этих сталей нагревают на 30-50 град выше линии АС2, затем выдерживают в печи для полного прогрева и завершения структурных превращений, скорость охлаждения стали нагретой до t закалки оказывает решающее влияние на результат термической обработки.
В качестве охлаждающих средств при закалке используют: воду, водные растворы солей щелочей и масла, кот. имеют различные охлаждающие способности.
Закалка обработкой холодом заключается в дополнительном охлаждении подвергаемого закалке изделия из стали до температуры ниже -70 град. В целях более полного превращения остаточного аустенита в мартенсит, т.к. остаточный аустенит снижает твердость и предает стали большую хрупкость, для обработки холодом закаленные на мартенсит изделия помещают холодильник где при t от -40 до -100 остаточный аустенит расподается с образованием мартенсита.
Распространенными охладителями яв-ся смесь из твердой углекислоты с ацетоном (-78 град).
9.3 Методы нанесения порошковых покрытий.
Пр-сс формир. покрытий предполагает последовательное проведение след. операций: подготовка поверхн. изд., нанесение полимера на поверхн. изд., обработка с целью достиж. необходимой прочности адгезии полимера с поверхн., монолитизация слоя, выбор материала покрытия.
Выбор оптим. технологии осаждения покрытия определяется исходя из его толщины.
При осаждении полимерных покрытий из порошков используются методы:
1. осаждение во взвешенном слое
2. распыление
3. насыпание
В ряде случ. примен. комплексн. технолог. приемы, относ. к разл. методам формования.
Осаждение покрытий во взвешенном слое
Основной особенностью явл. перевод порошка полимера в пседоожиж. состояние. Это состояние достигается путем подачи в объем, занимаемый порошком, воздуха или создание разряжения в пространстве над материалом, либо воздействием вибрации. Наиболее простой метод псевдоожижения - вихревой. В этом случае через пористое дно камеры пропускается воздух, под действием которого частицы полимера переходят во взвешенное состояние. Деталь, на поверхности кот. необходимо сформировать покрытие нагревается до температуры выше темпер. плавления и вносится в псевдоожиж. слой. Частицы, контактирующие с нагретой поверхностью, полностью или частично оплавляются и закрепляются на ней. Деталь с покрытием может быть термообработана для получения качественного слоя. Достаточно эффективным приемом перевода порошка в псевдоожиж. сост. явл. его вибрация. На практике широко примен. комбинир. метод ожижения, включающий одновременное действие вибрации и сжатого воздуха (вибровихревой метод). В этом случ. используется значительно меньшая амплитуда и предоставляется возможность эффективного регулирования степени псевдоожиж. путем изменения подачи сжатого газа. Ряд полимеров переводится в псевдоожиж. сост. только вибровихревым методом.
Нанесение покрытий в электрическом поле
Из всех известных сп-бов наиболее производит. и эконом. явл. электростат. распыление и напыление в облаке заряженных частиц. Они имеют высокий коэф. использования материала до 90-95%. Предоставляется возможность получ. покрытий на изд. из разнородных материалов одновременно. Хар-тся относительной легкостью регулир. толщины покрытия. Не требует предварительного подогрева воздуха. Покрытие может наноситься на холодную поверхность. Основным требованием, предъявл. к пр-ссу нанес. покр. этим методом, явл. равномерность нанес. порошка. Она достиг. при возможности достижения условий, при кот. частицы порошка должны быть достаточно подвижны. Вместе с тем должно отсутств. его фонтанирование, образование газовых пузырей. Напряженность поля, созд. в камере напыл., также влияет на равномерн. При её уменьш. порошок осажд. более равномерно. При реализ. данного метода не треб. спец. оборуд.
Нанесение покрытий насыпанием
Формирование покрытия происходит в результате оплавления слоя полимера, наносимого на поверхность через сито с помощью лотка. Данный метод целесообразно применять для внутренних поверхностей полых изделий. Внутренний объем детали засыпается полимером и происходит нагрев, одновременно деталь вращают или приводят в колебание. После прогрева оплавления контактирующего с металлом слоя полимера удаляют излишки полимеров и деталь подвергают дополнительному прогреву с целью получения качественного покрытия.