

9.4 Упрочнение методами лазерной обработки.
Лазерная закалка перспективна для изделий, долговечность кот. лимитируется износост. и сопротивл. усталости, особенно если закалка др. методами затруднена из-за сложной конфигур. детали или её коробления. Для поверхн. упрочн. лучом лазера характерно: 1) возможность локального (по глубине и площади) упрочнения участков поверхн. обрабат. дет. в местах их износа; 2) упрочнение поверхности труднодоступных полостей и углублений, куда луч лазера может быть введен при помощи несложных оптич. центров; 3) создание пятнистого поверхностного упрочнения значительных площадей деталей; 4) получение при необходим. заданной шерохов. упрочняемой поверхн.; 5) получение определ. физ.-мех., хим. и др. свойств поверхностей при их легировании различными элементами с помощью лазерного излуч.; 6) отсутствие деформаций обрабатываемой детали обусловлено локальностью ТО, что позволяет полностью исключить финишную шлифовку; 7) простота автоматизир. пр-сса обработки лучом лазера по контуру, в том числе деталей сложной формы, определяемая бесконтактностью лазерного нагрева.
Упрочнению подвергаются стали углеродистые, низкоуглер., легир. (У8А, У10А, сталь40, 9ХС), высоколегир. (Х12, Х12М, ШХ15), низкоуглер. цементированные (12ХН3А), хромистые корозионност. (ЧХ13), быстрореж. (Р18, Р12, Р9, Р5, Р6М5). Поверхностной лазерной обработке подверг. инструмент после предвар. мех. обработки, окончательного шлифования и заточки. Лазерную обработку проводят в воздушной атмосфере, но также часто в защит. среде аргона, предохран. от обезуглероживания обрабатыв. участок. Лазерное упр. повышает стойкость инструмента в 2 и более раза. Критическими режимами лаз. упр. явл. те, при кот. воздействие излуч. лазера не приводит к наруш. шерохов. поверхности, а глубина упрочненного слоя максимальна. Для получения равномерного по глубине упрочненного слоя перед обраб. лазером деталь подверг. травлению. После травл. деталь, имеющую равный темно-серый цвет устанавливают и фиксируют на столе механизма перемещ. лазерной установки. Оптимальные энергия лаз. изл., глубина упрочн. слоя и микротвердость определ. экспериментально. Лаз. закалка может быль окончательной при восстановл. инструмента и деталей технологич. оснастки, использовании при упрочнении рабочей поверхности, упрочнении протяженных кромок инструмента и деталей технологич. оснастки, а также рабочих поверхностей деталей, подверж. интенсивному изнаш.
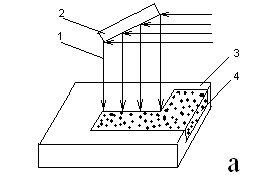
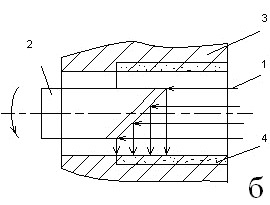
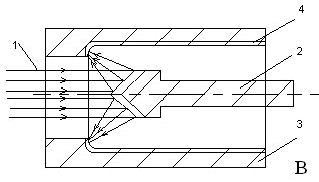
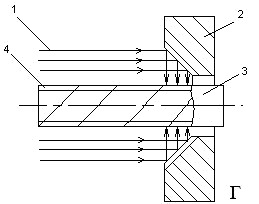
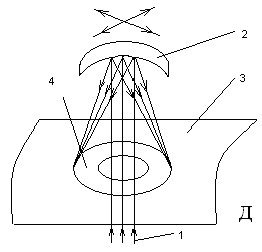 Схемы
перемещ. лаз. луча в пр-стве при обработке:
а – плоскости, б – отверстия, в – внутр.
торца, г – наружн. цилиндра, д – криволин.
поверхн. с центральным отверстием. 1 –
световой поток, 2 – зеркало, 3 – деталь,
4 – зона упрочнения.
Схемы
перемещ. лаз. луча в пр-стве при обработке:
а – плоскости, б – отверстия, в – внутр.
торца, г – наружн. цилиндра, д – криволин.
поверхн. с центральным отверстием. 1 –
световой поток, 2 – зеркало, 3 – деталь,
4 – зона упрочнения.
9.5 Упрочнение методами электроискровой обработки.
 Применяют
для повыш. износост. и твердости поверхн.
дет. маш., работающих в усл. повыш.
температур, в инертных газах; жаростойкости
и корроз. стойкости поверхн.; долговечности
металлореж., деревообр. и др. инструм.;
облегчения пайки обычным припоем в
труднопаяемых материалах; увелич.
размеров изнош. дет. при ремонте; изменения
свойств поверхн. изделий из цв. мет. и
инструментальнных сталей. Эл. обр. закл.
в легировании поверхн. слоя мет. изделия,
являющегося катодом материалом электрода
(анода) при искровом разряде в воздушной
среде.
Применяют
для повыш. износост. и твердости поверхн.
дет. маш., работающих в усл. повыш.
температур, в инертных газах; жаростойкости
и корроз. стойкости поверхн.; долговечности
металлореж., деревообр. и др. инструм.;
облегчения пайки обычным припоем в
труднопаяемых материалах; увелич.
размеров изнош. дет. при ремонте; изменения
свойств поверхн. изделий из цв. мет. и
инструментальнных сталей. Эл. обр. закл.
в легировании поверхн. слоя мет. изделия,
являющегося катодом материалом электрода
(анода) при искровом разряде в воздушной
среде.
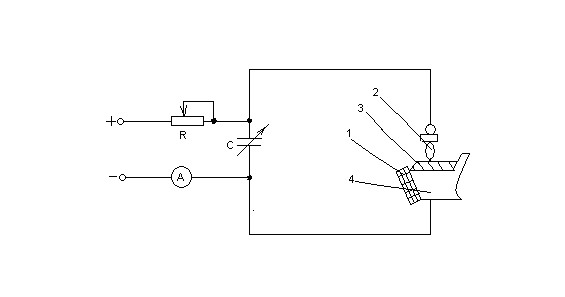
1 – графитовая пластина, 2 – упрочняющий элемент (анод), 3 – упрочняемая поверхность (деталь - катод), 4 – корпус инструмента.
В результате хим. реакций легир. мет. вместе с диссоциированным атомарным азотом и водородом, а также с материалом детали в поверхн. слоях образует закалочные структуры и сложные хим. соед., высокодисперсные нитриды, карбонитриды. Возникает диффузионная износостойкость. Возможно многослойное упрочнение, в том числе с образованием разнолегированных слоев. Последующее воздействия лазерного излучения улучшает свойства упрочняемой поверхности легированной электроискровым методом и снижает степень её шероховатости. Электроискровому методу подвергаются поверхности деталей типа кулочков, направляющих, фиксаторов, прижимов, толкателей, клиньев, а также поверхностей шпоночных пазов, шлицев, отверстий корпусных деталей изготовленных из конструкционных легированных и углеродистых сталей.
Электроискровое упрочнение проводится на мягких, средних и жестких режимах по току и напряжению на электр. Мягкий режим обеспечивает получение мелкозернистого плотного упрочненного слоя металла. Но при работе на мягком режиме на образование такого слоя затрачивается больше времени, чем при работе на жестком режиме. Жесткий режим позволяет получить более толстый слой упрочненного металла, однако не обеспечивает его однородность, плотность и мелкодисперсность. Электроискровое упрочнение осущ. вибратором электрическим вручную. Ручная обработка – малопроизводительна. Целесообразно механизировать процесс, используя для этого механизмы перемещения рабочих столов и суппортов металлорежущих станков. При электроискровом легировании в результате термического воздействия разряда в поверхностном слое наблюдается увеличение зерен основного металла, что приводит к уменьшению прочности слоя и образованию микротрещин в поверхностном слое. Это ухудшает сцепление наносимого слоя с основным металлом. Для улучшения контакта, наносимого износостойкого покрытия с основным металлом перед электроискровым легированием изделие подвергают вначале воздействию ультразвука, а затем рекристализационному отжигу, который можно совместить с процессом нагрева изделия под закалку. Максимальную глубину и высокую твердость упрочненного слоя получают при использовании для электроискрового упрочнения электродов на хромовой основе, ферохромовых, хромомаргонцевых и из чистого хрома.