

1.2 Виды смазки в узлах трения.
Трение
при гранич. см. – вид контакт. взаимод.,
при кот. трущиеся тела разделяются
гранич. слоями, образующимися в результ.
физ. или хим. адсорбции. А фрикционные
хар-ки пары трения определяются св-вами
этих слоев и практич. не завис. от объемных
вязкостных св-тв смаз. мат. Толщина
гранич. слоя соизмерима с максим. высотой
неровностей профиля. В режиме гранич.
тр. работают практич. все смазанные
низкоскор. и тяжело нагруж. узлы тр., а
также узлы в период пуска, остановки,
изменения направл. движ. При гранич. см.
трущиеся поверхн. разделены слоем смаз.
мат. толщиной до 0.1мкм. Наличие такого
слоя снижает силу трения от 2 до 10 раз,
а износ на 2 порядка. С увелич. толщины
гранич. слоя
![]() сниж. до тех пор, пока не начнут проявляться
объемные свойства СМ.
сниж. до тех пор, пока не начнут проявляться
объемные свойства СМ.
Ж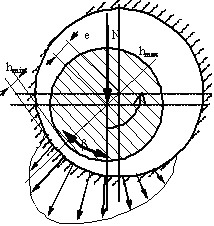 идкост.
см. –
хар-тся наличием между контактир.
поверхн. слоя жидкого смаз. мат.,
находящегося под давл.
Давл. в смаз. мат. уравновешивает внешн.
нагрузку, поэтому этот слой наз. несущим.
При толщине слоя смаз. мат. свыше 0.5мкм
отдельные слои в жидкости получают
возможность свободно перемещаться. В
этом случае сопротивл. перемещению
трущ. тел склад. из сопротивл. скольж.
отдельн. слоев по толщине смаз. слоя.
Сила тр. при жид. см. не зависит от природы
контактир. тел, а определяется св-вами
смаз. мат. Необходимым
усл. существов. жидк. тр. явл. разделение
трущихся поверхн. слоем смаз. мат.,
толщина кот. превышает суммарную высоту
наиболее высоких неровностей.
В
завис. от сп-ба созд. давл. в смаз. слое,
уравновешивающего внешн. нагрузку,
различ. гидростат.,
гидродин. и эластогидродин. смазки. Сущ.
2 разных сп-ба созд. давл. в смаз. слое:
1) с помощью спец. гидравл. устр. (насосов);
2) автоматич. – в пр-ссе движ. за счет
конструкт. особен. трибосопряж.
идкост.
см. –
хар-тся наличием между контактир.
поверхн. слоя жидкого смаз. мат.,
находящегося под давл.
Давл. в смаз. мат. уравновешивает внешн.
нагрузку, поэтому этот слой наз. несущим.
При толщине слоя смаз. мат. свыше 0.5мкм
отдельные слои в жидкости получают
возможность свободно перемещаться. В
этом случае сопротивл. перемещению
трущ. тел склад. из сопротивл. скольж.
отдельн. слоев по толщине смаз. слоя.
Сила тр. при жид. см. не зависит от природы
контактир. тел, а определяется св-вами
смаз. мат. Необходимым
усл. существов. жидк. тр. явл. разделение
трущихся поверхн. слоем смаз. мат.,
толщина кот. превышает суммарную высоту
наиболее высоких неровностей.
В
завис. от сп-ба созд. давл. в смаз. слое,
уравновешивающего внешн. нагрузку,
различ. гидростат.,
гидродин. и эластогидродин. смазки. Сущ.
2 разных сп-ба созд. давл. в смаз. слое:
1) с помощью спец. гидравл. устр. (насосов);
2) автоматич. – в пр-ссе движ. за счет
конструкт. особен. трибосопряж.
Гидростат. см. предусм. образов. сплошной пленки масла между трущим. поверхн., расход которого и падение давл. компенсируется соответствующей подачей масла извне.
Гидродин. см. имеет место при обеспеч. усл. для образов. несущего слоя жидкости без создания давл. извне. Гидродин. эффект заключ. в том, что вал захватывает за счет смачивания масло и нагнетает его в сужающийся по направл. движ. клиновой зазор. Внутри масляного клина возникает добавочное давл.
Вал всплывает при некоторой толщине смазочного слоя, когда в результате саморегулирования устанавливается минимальный зазор нагруженной зоны подшипника, соответствующий действующей нагрузке N.
Э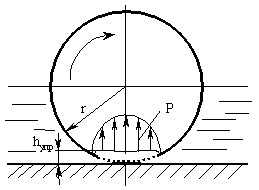 ластогидродинамический
смазка. Высокие
давления в масляном клине вызывают
упругую деформацию контактирующих тел.
В результате величина зазора между
деталями возрастает. Особенно сильно
этот эффект проявляется при трении тел,
материал которых имеет низкий модуль
упругости, например для резиновых колес
автомобилей. За счет эластогидродинамического
эффекта смазка образует прослойку между
колесом и основанием.
ластогидродинамический
смазка. Высокие
давления в масляном клине вызывают
упругую деформацию контактирующих тел.
В результате величина зазора между
деталями возрастает. Особенно сильно
этот эффект проявляется при трении тел,
материал которых имеет низкий модуль
упругости, например для резиновых колес
автомобилей. За счет эластогидродинамического
эффекта смазка образует прослойку между
колесом и основанием.
Так происходит при движении автомобиля по залитому водой асфальту при скорости более 70 км/ч. Явление называют глиссированием. Автомобиль становится неуправляемым со всеми вытекающими последствиями.
Трение при полужидкостной смазке проявляется при одновременной реализации граничного и жидкостного трения.