

12.4. Типы диаграмм состояния двойных сплавов. Правило отрезков, правило концентраций.
Диаграмма состояния сплавов, образующих механические смеси чистых компонентов (1-го типа). Линия АОВ – ликвидус (жидкий); линия СOD – солидус (твердый); Э – эвтектика – одновременное выделение двух компонентов.
Диаграмма состояния сплавов с неограниченной растворимостью компонентов как в жидком, так и в твердом состояниях (2-го типа). Оба компонента неограниченно растворимы в жидком и твердом состоянии и не образуют хим. соед., в этом случае возможно существование только двух фаз.
Концентрация и кол-во фаз у сплава лежащего между линиями ликвидус и солидус определяется правилом отрезков. Состав жидкой фазы определяется проекцией любой точки находящейся между линиями ликвидус и солидус на линию ликвидус, а с нее на ось х; твердой – на солидус, с нее на ось х. Кол-во жидкой фазы определяется из соотношения отрезков сb1/m1b1; твердой - сm1/m1b1.
Диаграмма состояния с ограниченной растворимостью компонентов в твердом состоянии (3-го типа). Оба компонента неограниченно растворимы в жидком состоянии и ограниченно растворимы в твердом состоянии. В системе два компонента и три фазы: жидкий р-р, твердый р-р α и твердый р-р β. Точка В – эвтектика.
Диаграмма состояния сплавов, образующих устойчивые хим. соединения (4 типа). Точка В – смесь кристаллов Mg и хим. соед. Ma4Ca3. D – смесь Ca и Ma4Ca3. Кристаллизация происходит аналогично диаграмме 1 типа. Отличие: кроме выделения кристаллов чистых компонентов происходит выделение кристаллов хим. соед. из этих компонентов. В и D точки эвтекитки.
12.5. Диаграммы состояния: железо-цементит, железо-углерод.
Полиморфные модификации Точкам Аr2 и Ac2 на кривой кристаллизации соответствует плато, обусловленное изменением магнитных свойств железа (Т = 768 оС – температура Кюри). При более высоких температурах оно немагнитно, при более низких – магнитно. железа различаются типом кристаллической решетки: – Fe имеет кубическую объемно-центрированную (ОЦК) до 911°С, от 911-1392°С - –Fе – кубическую гранецентрированную (ГЦК), свыше 1392 °С – ГЦК переходит в ОЦК.
Изменение магнитных свойств железа происходит при Т = 768 оС – точка Кюри. При более высоких t оно немагнитно, при более низких—магнитно.
В системе железо-углерод существуют следующие фазы: жидкий сплав, твердые растворы (феррит и аустенит), химическое соединение (цементит) и свободный углерод в виде графита. Кроме того, к структурным составляющим этой системы относят перлит и ледебурит - механические смеси.
Феррит – твердый раствор внедрения углерода в -железе. У него ОЦК решетка, и поэтому растворимость углерода в феррите очень мала. Феррит высокопластичен и мягок, хорошо обрабатывается давлением в холодном состоянии.
Аустенит – твердый раствор внедрения углерода в -железе с содержанием углерода до 2,14%. Микроструктура—однородные зерна, существует при Т > 911 °С. Высокопластичен, но более тверд, чем феррит.
Цементит – хим. соед. Fe3C, содержит 6,67% углерода. Самая твердая и хрупкая составляющая сплавов железа с углеродом. Решетка сложная ромбическая, плотноупакованная. При высоких температурах разлагается на графит и аустенит. Образует твердые растворы замещения, в которых углерод замещается неметаллами (кислородом, азотом), а железо – металлами (марганцем, хромом, вольфрамом и т.д.). Чем больше цементита в железо-углеродистом сплаве, тем твердость последнего выше.
Углерод может находиться в сплаве с железом в виде хим. соед. (цементит), твердого раствора (феррит, аустенит) или аллотропной модификации.
Графит – аллотропная модификация углерода.
Перлит, сорбит, тростит – механическая смесь феррита и цементита, содержащая 0,83 % углерода, различие в карбидной составляющей. Образуется при перекристаллизации (распаде) аустенита при Т=723 °С. Этот распад называется эвтектоидным, а его продукт – перлит – эвтектоидом. Перлит обладает высокими прочностью, твердостью и в составе сплава повышает его механические свойства. Структура перлита — чередующиеся пластинки феррита и цементита.
Ледебурит – механическая смесь аустенита и цементита, образуется при кристаллизации сплава с 4,3 % углерода при Т=1147°C. При температурах ниже 727 °С аустенит в ледебурите превращается в перлит, и после охлаждения ледебурит представляет собой эвтектику – смесь перлита с цементитом. Ледебурит тверд, имеет сотовое или пластинчатое строение и содержится во всех белых чугунах.
Мартенсит – упорядоченный перенасыщенный твердый р-р внедрения углерода в α-железо.
Бейнит – образуется с увеличением степени переохлаждения и имеет структуру игольчатого тростита.
На диаграмме область первичной кристаллизации находится между линиями ликвидус ABCD и солидус AHJECF. Линия АВС определяет температуру начала кристаллизации аустенита из жидкости, CD – температуру начала кристаллизации первичного цементита из жидкости. АН – граница области, соответствующей смеси кристаллов феррита и жидкости, ниже нее область феррита, HJB – линия перитектического превращения феррита и жидкого сплава в аустенит. Линия ECF соответствует кристаллизации эвтектики – ледебурита, PSK – эвтектоидному превращению аустенита в феррит и цементит. Точка А на диаграмме системы железо –цементит соответствует температуре плавления чистого железа, D – температуре плавления цементита, N и G – температурам полиморфных превращений железа. Точки Н и Р определяют предельное содержание углерода в высокотемпературном и низкотемпературном ферритах, Е – предельное содержание углерода в аустените. Остальные точки характеризуют эвтектические (С, F), эвтектоидные (S, К) и перитектические (J, В) превращения.
1 – метастабильная система (железо – углерод); 2 – стабильная (железо – цементит);
Сплавы, содержащие менее 0,02% углерода, называют техническим железом, от 0,02 до 2,14% - сталями, более 2,14% - чугунами. Стали, содержащие 0,02...0,8% углерода, называют доэвтектоидными, 0,8% - эвтектоидными, 0,8—2,14 % углерода — заэвтектоидными. Чугуны, содержащие 2,14...4,3 % углерода—доэвтектические, более 4,3 % — заэвтектические, 4,3 % — эвтектические.
В верхней левой части происходит перитектическое превращение рис.1. Сплав I, содержащий менее 0,1 % углерода, такого превращения не испытывает. Между точками 1–2 он кристаллизуется с образованием феррита. Последний существует между точками 2 и 3, а между 3–4 феррит перекристаллизуется в аустенит. Сплав II между точками 1 и 2 кристаллизуется также в феррит, в точке 2 происходит перитектическое превращение при 1499°С. В интервале точек 2–3 остаток феррита перекристаллизуется в аустенит. Сплав III (0,16 % С) в интервале 1–2 образует кристаллы феррита. При температуре 1499°С кристаллы феррита с составом, соответствующим точке Н, изотермически взаимодействуют с жидким сплавом, образуя аустенит. Сплав IV (0,16...0,51% С) в точке 2 содержит избыток жидкой фазы (перитектический процесс). В интервале между точками 2–3 остаток жидкости затвердевает с образованием аустенита. Таким образом, все сплавы, содержащие до 0,51 % углерода, в конечном итоге образуют в верхней части диаграммы аустенит.
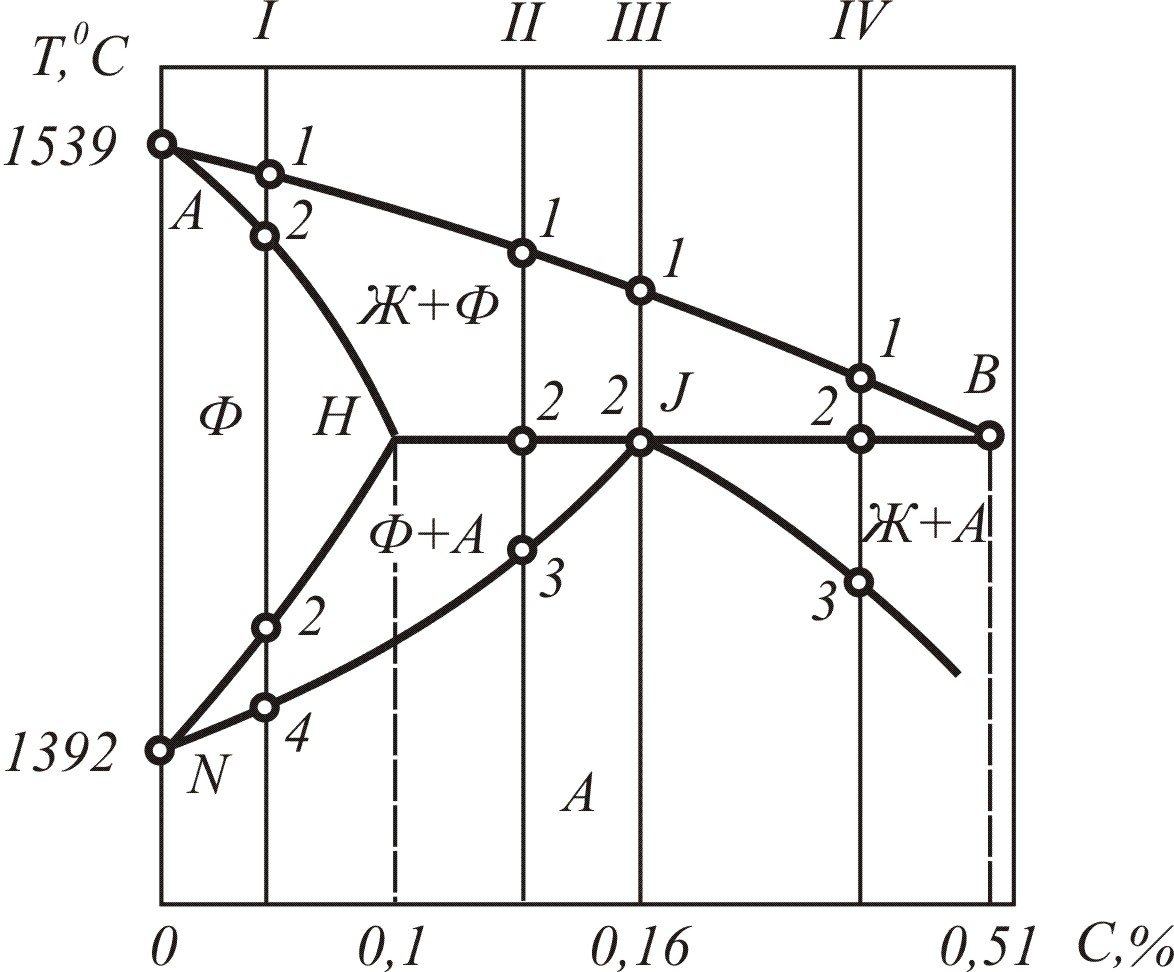 Рис.
1
Рис.
1
Превращения, происходящие при охлаждении аустенита, иллюстрирует нижняя часть диаграммы рис.2. Если в сплаве содержание углерода меньше 0,006 % (сплав I), то при охлаждении между точками 1 и 2 аустенит перекристаллизуется в феррит. Конечная структура сплава I (феррит) соответствует структуре технического железа. При содержании углерода более 0,006 % (сплав II) из феррита ниже точки 3 начинает выделяться цементит. Т.к. содержание углерода в феррите уменьшается при охлаждении, конечная структура сплава двухфазна, причем цементит располагается в виде прослоек между зернами феррита. Цементит, выделившийся из феррита, называют третичным в отличие от первичного, выделяющегося из расплава, и вторичного, выделяющегося из аустенита. Сплав III с содержанием углерода менее 0,8 % является доэвтектоидным. В интервале между точками 1–2 из аустенита выделяется феррит, а затем на линии PS в точке 2 остаток аустенита превращается в перлит (смесь кристаллов феррита и цементита). Чем ближе точка 2 к эвтектоидной точке S, тем больше перлита в конечной структуре. Сплав с содержанием углерода 0,8 % называют эвтектоидным (IV), содержащий более 0,8 % (V) – заэвтектоидным. В последнем из аустенита (между точками I и 2) выделяется вторичный цементит. Этот процесс обусловлен снижением растворимости углерода в аустените при понижении температуры.
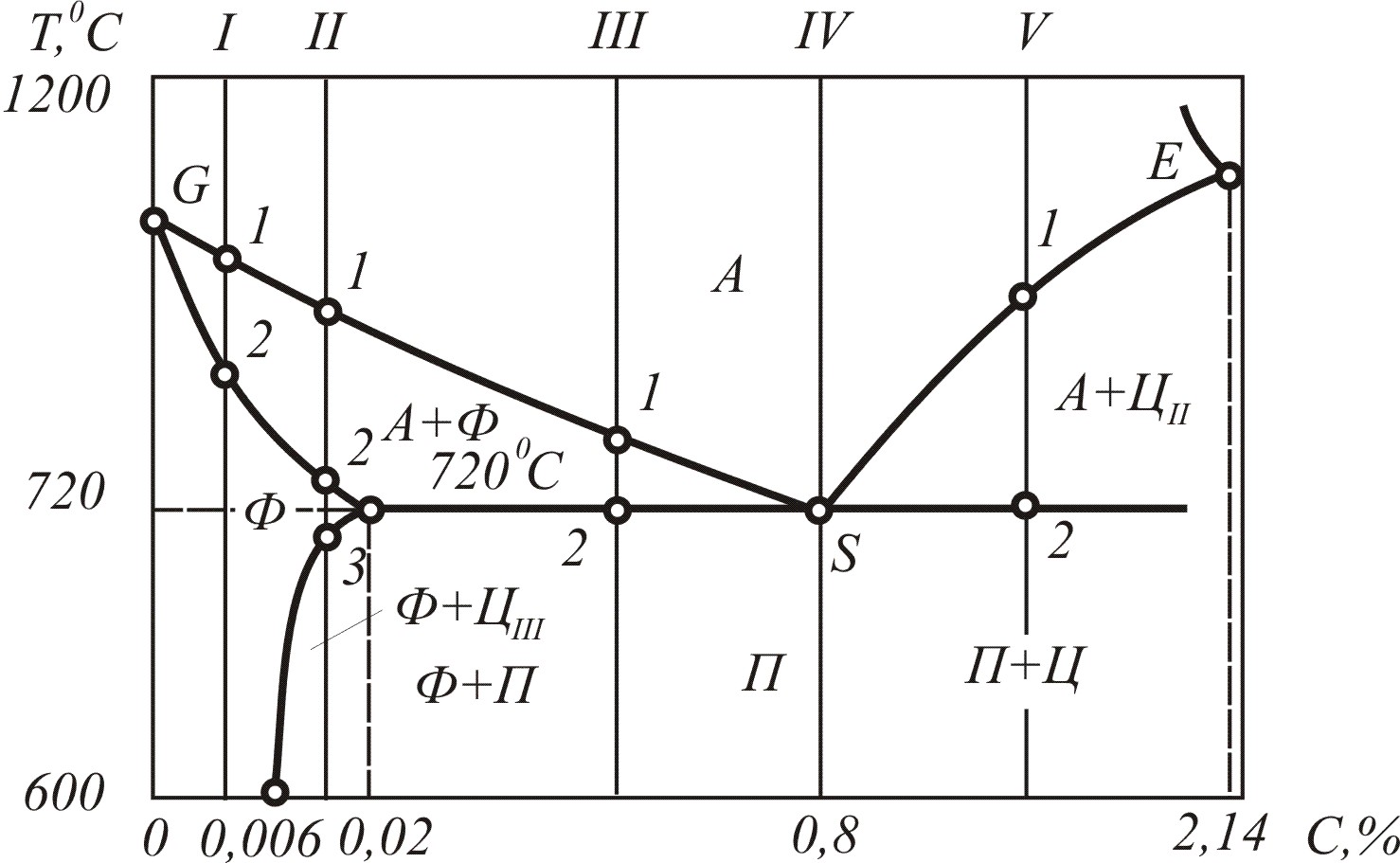 Рис.
2
Рис.
2
При кристаллизации сплавов, содержащих более 2,14% углерода, идет эвтектическое превращение. Их называют белыми чугунами. Рассмотрим правую часть диаграммы состояния (рис.3). Здесь сплав II – эвтектический белый чугун (4,3% С) кристаллизуется в точке С при температуре 1147 оС с выделением двух фаз – аустенита и цементита. Смесь этих фаз называют ледебуритом. При дальнейшем охлаждении до точки 3 из аустенита выделяется вторичный цементит. В точке 3 происходит эвтектоидное превращение сплава с образованием перлита из оставшегося аустенита, и ледебурит в окончательном виде содержит смесь перлита с цементитом. Сплав III – заэвтектический белый чугун (содержание С более 4,3%). В интервале температур между точками 1–2 из него выделяется первичный цементит. В точке 2 происходит эвтектическое превращение с образованием ледебурита. При дальнейшем охлаждении из аустенита выпадает часть вторичного цементита, а ниже точки 3 аустенит, который находится в ледебурите, превращается в перлит
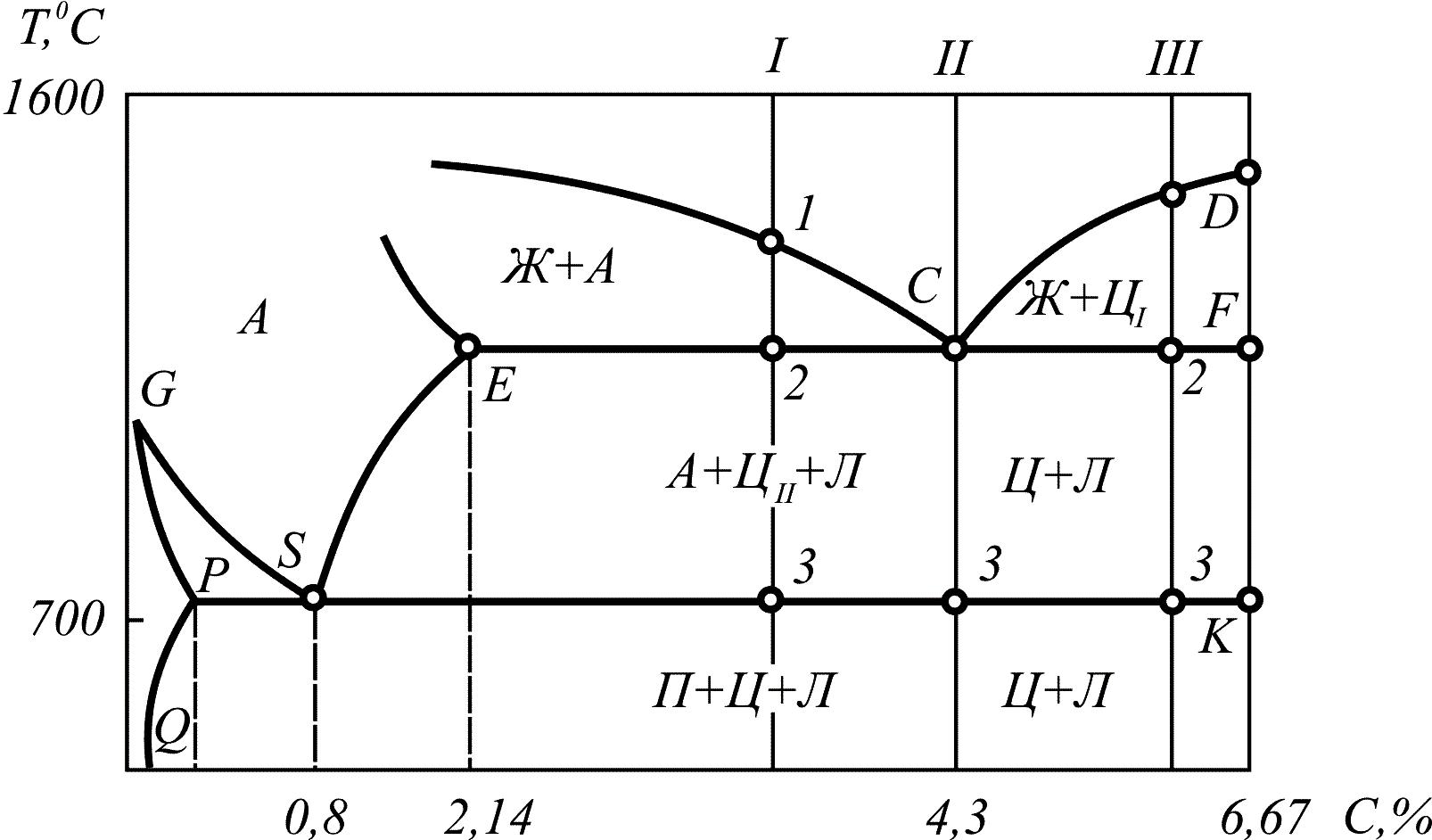 Рис.
3
Рис.
3
Сплав I – доэвтектический белый чугун (содержит С менее 4,3%). Кристаллизация идет в интервале температур между точками 1 и 2 с выделением аустенита из жидкого раствора. В точке 2 остаток жидкости переходит в ледебурит. В интервале температур между точками 2 и 3 из аустенита выделяется часть вторичного цементита. При охлаждении ниже точки 3 весь аустенит переходит в перлит. Таким образом, в конце охлаждения сплав состоит из ледебурита (смесь перлита и цементита) и перлита.
В зависимости от внешних условий углерод в равновесии с жидкой фазой и твердым раствором может находиться в виде цементита (нестабильное равновесие) и графита (стабильное равновесие). Этим двум случаям соответствуют фактически две диаграммы: Fe–Fe3C (цементит) и Fe– С (графит). Линии диаграммы железо–графит чуть смещены в сторону более высоких температур. Кроме того, из-за меньшей растворимости графита в железе линии CD и SE сдвинуты влево. Существование двух видов диаграмм объясняется двумя факторами: 1 – большее сходство кристаллического строения аустенита и цементита, чем аустенита и графита, 2 – термодинамически большая стабильность графита, чем цементита.