

9.6 Методы нанесения композиционных покрытий.
Промышленное применение имеют следующие распространенные методы нанесения композиционных покрытий:
I. Электролитическое осаждение.
II. Химическое осаждение.
III. Получение покрытий методом погружения в расплав.
IV. Вакуумное осаждение.
V. Электроискровое легирование.
VI. Всевозможные методы наплавки.
VII. Плакирование (методами напайки, склейки, сварки на поверхность наносят листы материала иногда многослойные системы).
VIII. Методы газотермического напыления-напыление композиционного материала в пламени газовой гарелки
IX. Реактивные методы нанесения покрытий. В эту группу входят методы получения покрытий сложного состава из химических соединений, синтез которых осуществляется одновременно с процессом осаждения. Реактивные методы нанесения покрытий характеризуются тем, что в рабочую камеру напускают химически активный газ, при взаимодействии которого с испаренными атомами и образуется химическое соединение.
X. Микродуговое оксидирование (МДО) - экологически чистая технология электроплазмохимического преобразования поверхностного слоя деталей из алюминиевых и других вентильных сплавов в оксидную керамику.
XI. Также можно плести про методы нанесения порошковых покрытий (описано в 9.3)
10.1 Получение заготовок методом литья.
Пр-сс изготовл. отливок методом литья вкл. след. операции: изготовл. литейных форм, получ. жидкого Ме и отливок, спец. сп-бы литья, контроль пр-ства отливок и их дефекты.
Изготовление литейных форм
Формы для заливки Ме бывают разовые, постоянные, полупостоянные.
Литейный модельный комплект
Мод. комплект – совок. оснастки и ПР, предназн. для получ. определ. отливки. Комплект сост. из модели отливки или шаблонов для изготовл. форм, моделей элементов литник. сист., одного или неск. стержневых ящиков, модельных или подмодельных плит и т.д.
Формовочные и стержневые смеси
Материалы, примен. для изготовл. лит. форм и стержней, наз. формовочным. Главные составные части форм. смесей – песок, глина (8…12 %) и бывшая в употребл. горелая земля (50…90 %). Форм. смеси раздел. на облиц., наполнительные и единые. Облиц. смесь непосредственно соприкасается с Ме. Наполн. смеси служат для набивки остальной части формы. Един. смесью набив. всю форму при машин. формовке. К стержн. смес. предъявл. более выс. треб., чем к форм., в отнош. газопрониц., прочн., податлив. и огнеуп. В пр-ссе заливки форм они наход. в более тяж. усл., испыт. больш. терм. и мех. возд. жидк. Ме.
Литниковая система
 Литн.
сист. служ. для ввода жидк. Ме в форму и
задерж. шлак, не допуск. его в отливку.
Литн.
сист. служ. для ввода жидк. Ме в форму и
задерж. шлак, не допуск. его в отливку.
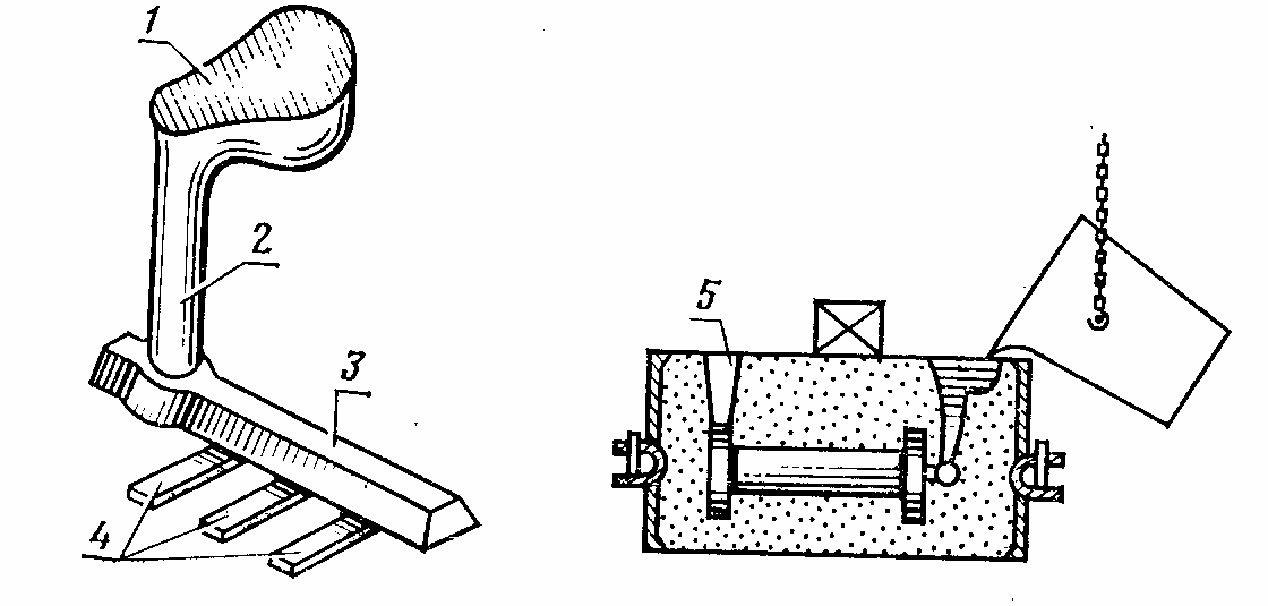
Литник. чаша 1 служ. приемником для струи Ме, воспринимает ее удар и задерж. некоторое кол-во шлака. Стояк 2 составляет продолжение литник. чаши и служит каналом, по кот. Ме направл. в шлакоуловитель. Шлакоул. 3 служит для вторичн. отделения шлака от Ме и передает металл к питателям. Питат. 4 служ. для подвода Ме из шлакоул. в полость формы. Выпор 5 служ. для удал. из формы газов, возд. и загрязн. песком первой порции Ме, для питания отливки жидк. Ме во время затверд.
Получение жидкого металла и отливок
Плавление шихтовых материалов
При пр-тве чугунных и стальных отливок в качестве шихты примен. метал. мат., топливо и флюсы. Метал. часть шихты сост. из определ. кол-тва литейного и передельного чугуна, чугунного и стального лома, оборотного Ме (литники, брак, всплески, стружка и т.п.). Для расплавл. шихты в вагранках сжигают кокс с добавкой прир. газа. При выплавке чугуна и стали использ. флюсы (известняк, плавиковый шпат, доломит), кот. пониж. темпер. Плавл. образующегося шлака. При пр-тве отливок из цв. сплавов метал. часть шихты составл. из первичных и втор. Ме и сплавов.
Заливка форм и получение отливок
Ме, выплавленный в печах, выпускают в ковш, из кот. разливают по формам. Отливку охлаждают в форме. После затверд. и охлажд. отливки вручную, механизир. или гидравл. сп-бом выбивают из формы. Отливку, освобожд. от стержней и формов. смеси, очищают вручную или механиз. способом.
Специальные способы литья
Литье в металлические формы
Метал. формы (кокили) в отлич. от песчаных не только не разруш. после отливки, но даже не изменяют своей формы и первонач. размеров. Поэтому литье в метал. формы обладает определ. преимущ.: отсутствует операция приготовл. формов. земли и не использ. формов. оборуд.; возможна большая скорость охлажд., в результате чего получ. мелкозерн. структура отливки с повыш. мех. св-вами, возможностью получ. отливки с большой точностью размеров и хорошей чистотой поверхн., что позволяет значительно снизить припуски на мех. обработку; растет производит. труда; возможно многокр. использ. формы. Вместе с тем есть и существ. недостатки этого сп-ба: метал. формы выгодны лишь при крупносер. пр-тве, т. к. стоим. формы достат. высока; повышенная теплопроводность метал. форм приводит к быстрому увелич. вязкости заливаемого металла, что снижает заполняемость формы и не позволяет получить отливки с тонкими стенками.
Центробежное литье
Сущность способа сост. в заливке жидк. Ме во вращающуюся метал. форму (кокиль). Под действием центроб. сил жидк. Ме прижим. к стенкам и после затвердев. точно воспроизв. контур формы. Преимущества центроб. л. закл. в отсутств. литник. сист., большой плотности и повыш. мех. св-вах отливок. К недостат. сп-ба относ. возможность получ. отливок только тел вращ., трудность получ. отливок с отверстием точного размера, так как диаметр отверстия зависит от количества заливаемого металла.
Литье под давлением
В этом пр-ссе для получ. отливки жидк. Ме под большим давл. подают в метал. пресс-форму, где он затверд. и охлажд. Таким способом в массовом и крупносер. производстве изготовляют отливки из алюминиевых, магниевых, медных и других сплавов.
Литье по выплавляемым моделям
Сущность пр-сса изготовл. отливок по выплавл. мод. сост. в след. Из легкопл. модельного состава (50 % парафина и 50 % стеарина) в метал. пресс-форме изготовл. модели отливок и литник. системы. Мод. состав заливают или запресс. После затверд. модель извлек. из пресс-формы. Получ. модели собирают в блоки («елки»). На получ. блок наносят путем окун. суспензию – жидкое облиц. покрытие. После этого «елку» осыпают мелким сухим песком и сушат. Затем модель выплавляют из оболочки. После выплавл. моделей и литник. сист., пустотелую огнеуп. оболочковую форму помещ. в метал. ящик. В ящик вокруг оболочки засып. сухой кварц. песок. Подготовл. формы загруж. в электропечь и выдерж. 3...4 часа. При этом выгорает парафино-стеариновая смесь, огнеуп. оболочка твердеет, а ее рабочая поверхн. становится гладкой. Вслед за прокаливанием формы заливают расплавленным Ме. После затверд. и охлажд. Ме отливки выним. из опок и отбивают с них керамич. оболочку. Дост-тва метода: высок. точн. и хорош. чистота поверхн. отлив.; возможн. изготовл. весьма сложн. и тонкост. отлив. Недост.: длительность технол. пр-сса (более 2 суток), высок. стоим. отливок и однораз. использ. формы.
Литье в оболочковые формы
Этим сп-бом отливки получ. в форме, сост. из двух песчано-смоляных оболочек. Технол. пр-сс сост. из след. операций. Метал. модельную плиту нагрев. до 200...260 °С и покрывают разделит. смесью. Затем на плиту засыпают спец. формов. смесь, сост. из кварц. песка и 3..6 % фенолформальд. смолы. Под действием тепла смола плавится и склеивает песчинки, образуя на модели песчано-смоляную оболочку толщиной 5...20 мм. Нерасплавившуюся формов. смесь удаляют встряхиванием, а модельную плиту с моделью загружают в печь. Смола полимеризуется и переходит в твердое необратимое состояние. Затем оболочку снимают с модельной плиты. Подобным образом изготовляют и вторую полуформу. Две полуформы соед. и склеивают по плоскости разъема. Готовую оболочку помещ. в стальной ящик, засыпают пр-ство вокруг нее чугунной дробью или песком и заливают жидким Ме. После охлажд. отливки оболочка легко разруш. По сравн. с литьем в обычные песчаные формы этим методом получ. отливки с более точн. размерами, лучшей чистотой поверхн.; затрачивают меньше труда и формов. мат. Недостат. сп-ба явл. одноразовое использ. формы, относительно высок. стоим. формов. смеси и оборуд., выделение вредных газов при нагрев. оболочек и заливке металла.