

5.1 Типы машиностроительных производств и их характеристика
Тип производства – комплексная характеристика организационно-технологического уровня производства, представляющая собой совокупность номенклатуры продукции, объёма производства, повторяемости продукции, характера загрузки рабочих мест, типа применяемого оборудования, квалификации рабочих, себестоимости продукции.
Тип
производства характеризуется коэффициентом
закрепления операции
![]() ,
который определяется по формуле:
,
который определяется по формуле:
![]() ,
,
i – количество наименований деталей, обрабатываемых на рабочем месте,
![]() -
количество операций, которые проходит
каждая деталь,
-
количество операций, которые проходит
каждая деталь,
![]() -
количество рабочих мест на данной
операции.
-
количество рабочих мест на данной
операции.
Значение
![]() принимают для планового периода (1
месяц).
принимают для планового периода (1
месяц).
![]() -
массовое производство,
-
массовое производство,
![]() -
крупносерийное производство,
-
крупносерийное производство,
![]() -
среднесерийное производство,
-
среднесерийное производство,
![]() -
мелкосерийное производство,
-
мелкосерийное производство,
![]() -
единичное производство.
-
единичное производство.
![]() -
уровень серийности
-
уровень серийности
![]() -
массовое производство,
-
массовое производство,
![]() -
серийное производство,
-
серийное производство,
![]() -
единичное производство.
-
единичное производство.
Единичное и мелкосерийное производства характеризуются выпуском изделий в малых редко повторяющихся или вовсе неповторяющихся количествах при широкой номенклатуре выпускаемых изделий. Преимущественно применяются универсальное оборудование и оснастка. Рабочий должен быть универсальной квалификации с универсальными навыками. Себестоимость продукции высокая.
Серийное производство характеризуется установившейся номенклатурой продукции повторяющимися партиями или сериями изготовления изделий. При данном типе производства возможна частичная специализация оборудования, могут быть применены автоматы и полуавтоматы с учётом их переналадки под конкретное изделие. Оснастка унифицированная. Себестоимость продукции средняя.
Крупносерийное и массовое производство характеризуются выпуском в больших количествах определённых изделий ограниченной номенклатуры. Выпуск изделий непрерывен. Оборудование устанавливается последовательно в соответствии с технологическим процессом. Применяются агрегатные станки, автоматы и автоматические линии. Режущий инструмент и оснастка – специальные. Квалификация рабочих низкая. Существуют бригады высококвалифицированных наладчиков. Себестоимость продукции низкая.
5.2 Определение баз и базирование в машиностроении.
Б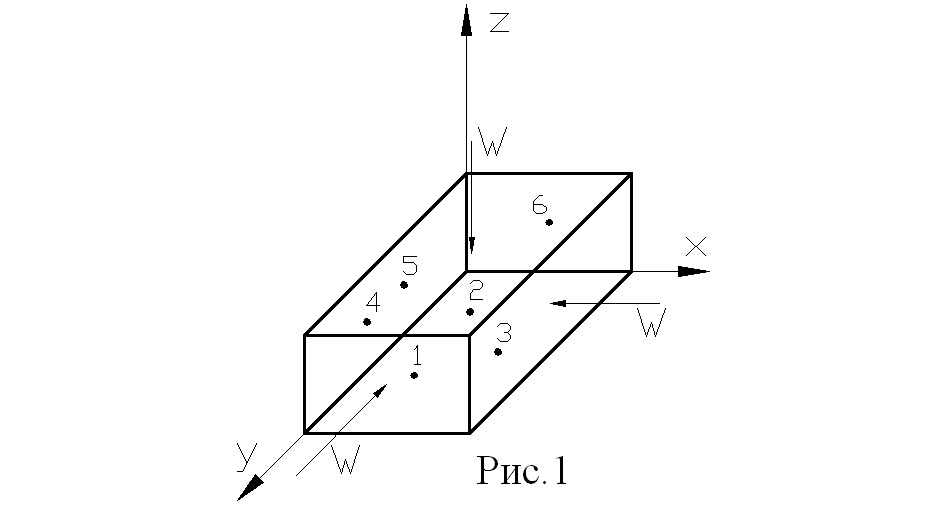 аза
– это поверхн. или выполняющая ту же
ф-цию группа поверхн., или точка, или
ось, принадлежащая заготовке и используемая
для базирования. Баз-ние – придание
заготовке определ. положения в пр-стве
относит. выбранной системы координат
или относит. настроенного на размер
инструмента.
аза
– это поверхн. или выполняющая ту же
ф-цию группа поверхн., или точка, или
ось, принадлежащая заготовке и используемая
для базирования. Баз-ние – придание
заготовке определ. положения в пр-стве
относит. выбранной системы координат
или относит. настроенного на размер
инструмента.
Правило шести точек при базировании заготовок:
б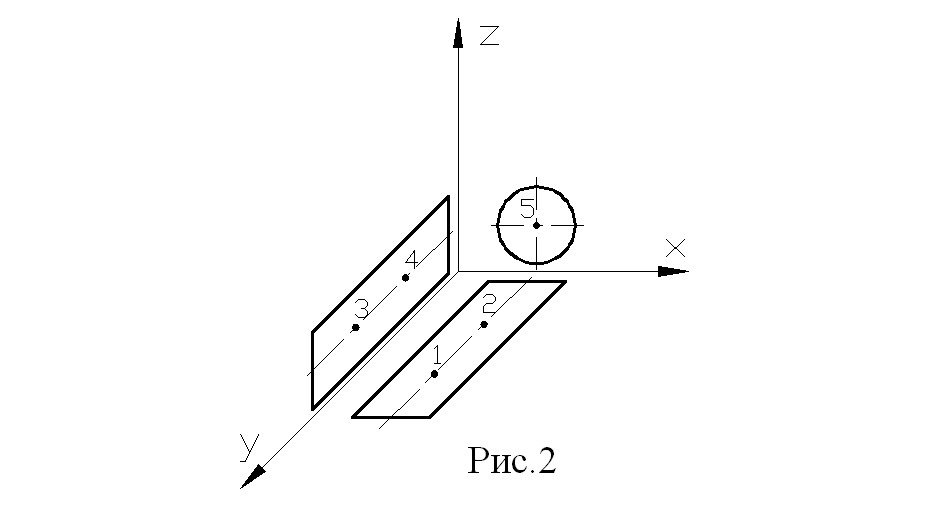 аз-ние
призматич. заготовок (плиты, кулачки
прямоугольного сечения, корпуса). Для
того, чтобы забазировать призматич.
тело, достаточно лишить его 6 степеней
свободы: по большей пл-сти XOY
тело лишается 3 степ. св., по большему
торцу ZOY
– 2 степ. св., по малому торцу – одной
степ. св. Заготовка считается забазированной.
Забазир. заготовка закрепляется. Если
заготовки призмат. типа имеют какие-либо
конструктивные элементы, т.е. паз,
отверстие, то поэтому элементу можно
производить базирование как по одному
из торцов.
аз-ние
призматич. заготовок (плиты, кулачки
прямоугольного сечения, корпуса). Для
того, чтобы забазировать призматич.
тело, достаточно лишить его 6 степеней
свободы: по большей пл-сти XOY
тело лишается 3 степ. св., по большему
торцу ZOY
– 2 степ. св., по малому торцу – одной
степ. св. Заготовка считается забазированной.
Забазир. заготовка закрепляется. Если
заготовки призмат. типа имеют какие-либо
конструктивные элементы, т.е. паз,
отверстие, то поэтому элементу можно
производить базирование как по одному
из торцов.
Правило базирования заготовок типа длинный вал:
Для того, чтобы забазировать длинный вал, его достаточно лишить пяти степеней свободы, четыре из которых находятся на образующей цилиндра и одна – на торце. Вал является забазированным. Забазированный вал закрепляется, тем самым лишается шестой степени свободы – вращения вокруг оси. Иногда необходимо обеспечить шестую степень свободы. В случаях токарной, шлифовальной обработки вращение обеспечивается при помощи приспособлений (поводковые патроны, самоцентрирующие патроны, патроны различных конструкций).
П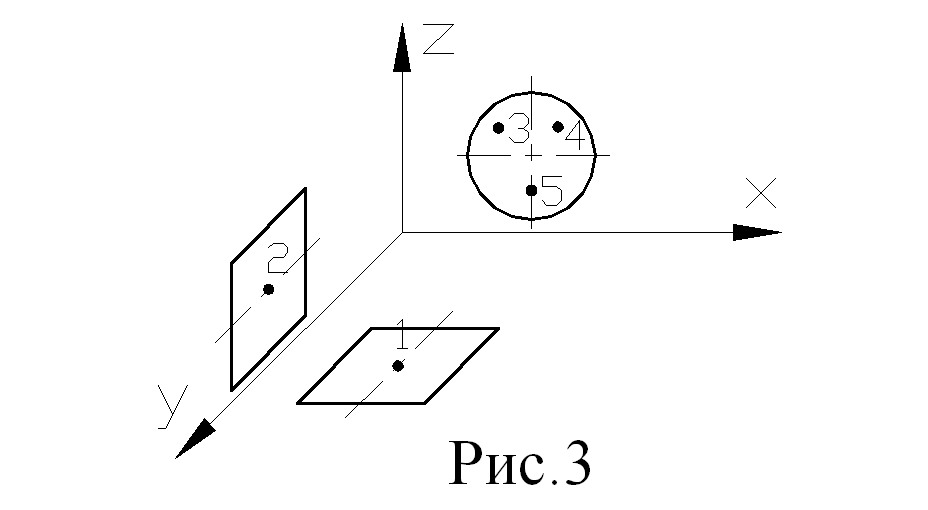 равило
баз-ния заготовок типа короткий вал
(диски, кольца, план-шайба): Для того,
чтобы забазировать короткий вал, его
достаточно лишить 5 степ. св.: по торцу
коротк. вал лиш. 3 степ. св. и в завис. от
конструкции ПР двух остальных степ. св.
коротк. вал лиш. или по наружной образующей
(при установке в призмы), или по внутренней
образующей (на оправку). Шестой степени
свободы короткий вал лишается при
закреплении.
равило
баз-ния заготовок типа короткий вал
(диски, кольца, план-шайба): Для того,
чтобы забазировать короткий вал, его
достаточно лишить 5 степ. св.: по торцу
коротк. вал лиш. 3 степ. св. и в завис. от
конструкции ПР двух остальных степ. св.
коротк. вал лиш. или по наружной образующей
(при установке в призмы), или по внутренней
образующей (на оправку). Шестой степени
свободы короткий вал лишается при
закреплении.
Классификация баз:
По характеру и назначению: 1) технологические базы – базы, которые служат для базирования детали в процессе её изготовления; 2) измерительные базы – базы, которые служат для установки детали при измерении; 3) конструктивные базы – базы, которые служат для определения положения детали при сборке в узле или конструкции.
По числу отнимаемых степеней свободы; 1) установочная база – поверхность, по которой заготовка лишается трёх степеней свободы (рис. 1, точки 1,2,3); 2) направляющая база – поверхность, по которой заготовка лишается двух степеней свободы (рис. 1, точки 4,5); 3) опорная база – поверхность, по которой заготовка лишается одной степени свободы (рис. 1, точка 6, рис. 2, точка 5); 4) двойная направляющая база – поверхность, по которой заготовка лишается четырёх степеней свободы (рис. 2, точки 1,2,3,4); 5) двойная опорная база – поверхность, по которой заготовка лишается двух степеней свободы (рис. 3, точки 1,2). Двойная направляющая и двойная опорная базы характерны только для тел вращения.
По конструктивному оформлению: 1) скрытые; 2) конструктивно оформленные.
В зависимости от степени обработки: 1) черновые; 2) чистовые.
Правило выбора чистовых и черновых баз.
Обработка деталей начинается с поверхностей, которые служат установочной базой для дальнейших операций. Для обработки этих поверхностей в качестве черновой базы применяют необработанную поверхность, которая по возможности должна быть чистой, гладкой, без заусенцев и уклонов. Следует помнить, что каждая последующая операция механической обработки может искажать ранее обработанную поверхность, к точности которой предъявляются меньшие требования, а потом более точная поверхность.
Принципы базирования.
- принцип постоянства состоит в том, что для выполнения всех операций обработки заданной детали используют одну и ту же базу;
-принцип совмещения состоит в том, чтобы совместить технологическую и измерительную базы. Теоретически оптимальным вариантом является совмещение технологической, измерительной и конструктивной баз.
Основные схемы базирования заготовок.
Базирование длинного вала для фрезерования паза на вертикально-фрезерном станке
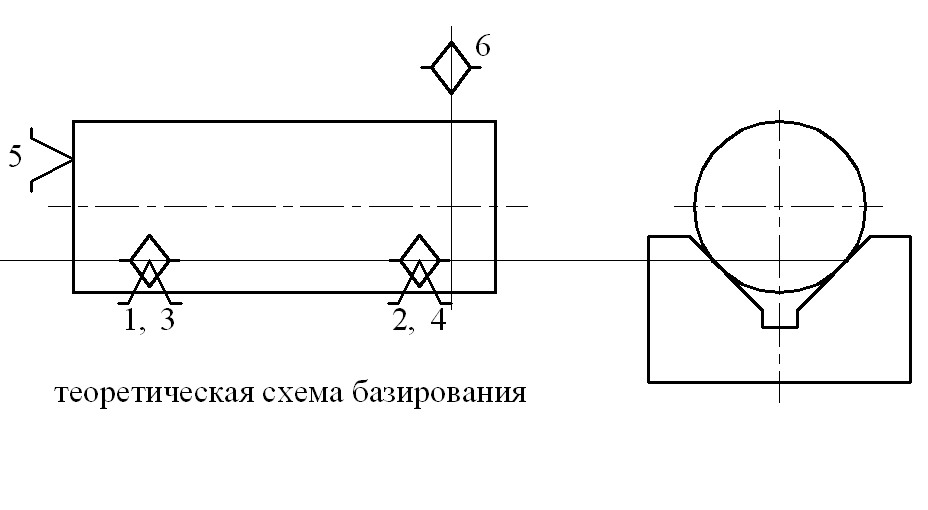
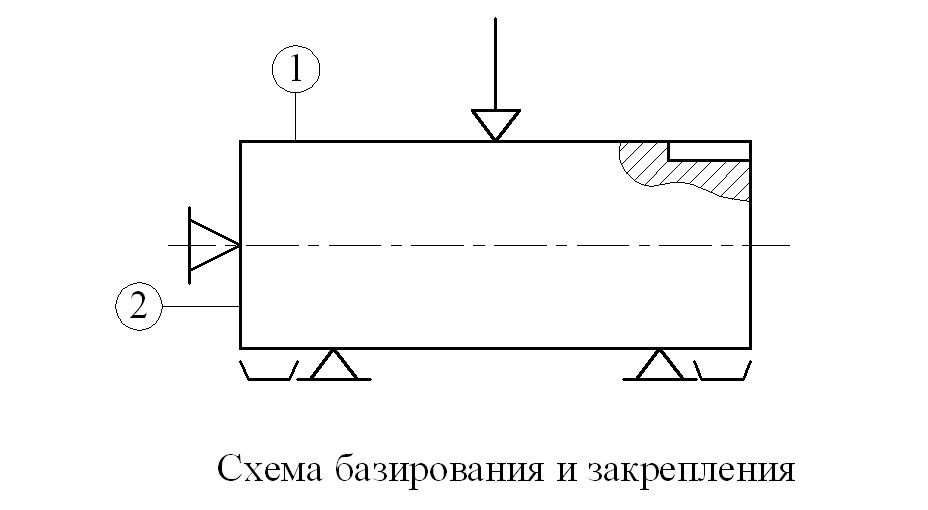
Заготовка устанавливается в призмы до упора. При этом по поверхности 1 она лишается четырёх степеней свободы. Поверхность 1 является двойной направляющей базой. По поверхности 2 заготовка, касаясь упора, лишается одной степени свободы. Поверхность 2 является опорной базой. Заготовка является забазированной по правилу шести точек для случая длинного вала и забазированная заготовка закрепляется, тем самым лишается шестой степени свободы.
С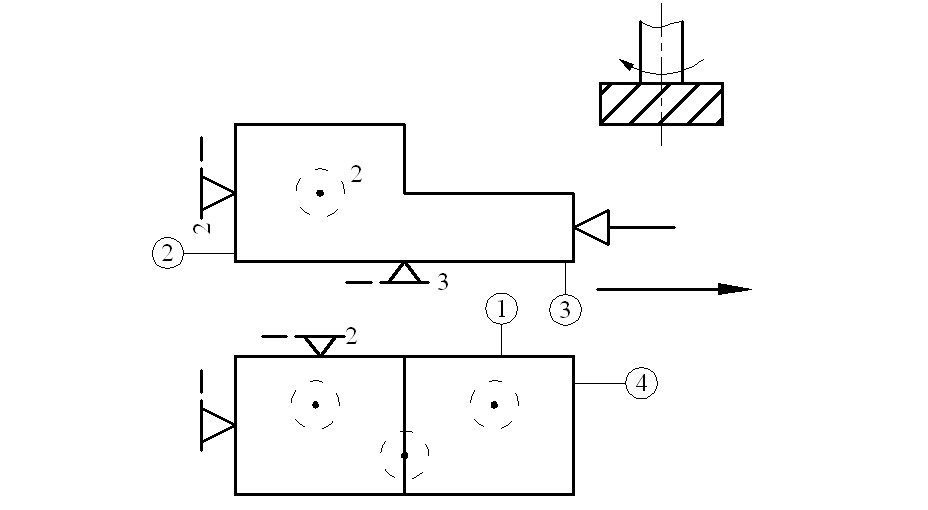 хема
базирования и закрепления для фрезерования
торца кулачка:
хема
базирования и закрепления для фрезерования
торца кулачка:
Заготовка устанавливается в приспособление и по поверхности 3 лишается трёх степеней свободы. Поверхность 3 является установочной базой. По поверхности 1 заготовка устанавливается до упора и лишается двух степеней свободы. Поверхность 1 является направляющей базой. По поверхности 2 заготовка лишается одной степени свободы. Поверхность 2 является опорной базой. Заготовка забазированна, т.к.она лишена шести степеней свободы. Забазированная заготовка закрепляется по поверхности 4.