200
установки сверла относительно ствола
орудия подчинен этой задаче. Сначала
ствол располагали так, чтобы его цапфы
находились в горизонтальной плоскости.
Поверочным инструментом для этого
служил отвес («горный уровень»). Затем
ствол поворачивали на 90°, причем
руководствовались тем же отвесом.
В описанном способе разметки имеется
тот недостаток, что он может дать хорошие
результаты только тогда, когда оси
канала ствола и самого ствола совпадают.
Разметка канала ствола, описанная выше,
может это обеспечить. Однако вряд ли
«свирельные» станки грубой конструкции
могли полностью воспроизвести то, что
было задано разметкой. Работа вручную
была, кроме того, малопроизводительной
и неточной. Поэтому в начале XIX в. в
артиллерийское ведомство поступали
довольно многочисленные проекты
механизации процесса разметки и
сверления запальных отверстий.
Описанный Германом метод разметки
являлся передовым как в России, так и
в странах Западной Европы. Его описание
Германом представляет ценный вклад в
технологию машиностроения.
Борьба с раковинами пушечного литья
была одной из важнейших технических
проблем на протяжении всего XVIII в. Все
работы в этой области считались имеющими
особое государственное значение и
поэтому совершенно секретными. Известно,
что А. К. Нартов успешно применял
«секретную инвенцию» для заделки
раковин и исправил несколько тысяч
орудий.93 Затем этими же работами
несколько лет занимался его сын,
известный ученый А. А. Нартов.94
Предположение о том, что их метод состоял
в рассверливании раковины, куда
вставлялся и затем расклепывался
«железный гвоздь»,95 опровергается
тем, что среди материалов, приобретавшихся
Нартовым для выполнения этих работ,
были такие материалы, которые применяются
при пайке.
В 1788 г. выступил с новым изобретением
способа зачинки раковин Ф. Иванов.96
В 1798 г. изобретение в этой области сделал
известный военный инженер Петр
Иванович Мелиссино,97 а в 1808 г. —
специалист по производству орудий
подполковник Зуев.98 Однако в чем
именно состоял технологический
процесс заделки раковин и какое для
этого применялось оборудование,
оставалось до настоящего времени
неизвестным. В Музее Горного института
еще в конце прошлого века хранился
«прибор для заделывания раковин,
открывающихся в каналах орудий»,99
но в на
u
"3 Архив АИМ, ф. Сборный, 1760—1765
гг., оп. 13, д. 5843/75, «Дело об отпуске майору
Нартову на покупку секретных припасов
к зачинке во орудиях раковин денег 100
рублей, тут же сколько с 1756 г. по 1760 г. в
разных местах во орудиях раковин
зачинено».
94 См. выше,
примеч. 93, а также: Архив АИМ, ф. Сборный,
1755 г., оп. 13, д. 5843/68, «Дело по указу из
Правительствующего сената о определении
к статскому советнику г-ну Нартову для
обучения секретного искуства кадеЦкого
корпуса подпрапорщика Андрея Нартова
и о протчем»; Архив АИМ,
ф. Сборный, 1758 г.. оп. 13, д. 5843/71 и 5843/72,
«Дело по доношению артиллерии г-на
Нартова об отпуске для зачинки в орудиях
раковин припасов».
95 В. Р о д з
е в и ч. Историческое описание
С.-Петербургского арсенала за 200 лет
его существования. 1712—1912 гг. СПб., 1914,
стр. 136—137.
96 Архив АИМ,
ф. Штаба генерал-фельдцейхмейстера,
1788 г., св. 792, д. 945, «О новом способе зачинки
раковин, предложенном п/поруч. Ф.
Ивановым».
Архив АИМ, ф.
Арсенальный, 1798 г., оп. 9, д. 1331, «О зачинке
раковин в орудиях изобретения П. И.
Мелиссино».
98 Архив АИМ,
ф. Арсенальный, 1808 г., оп. 9, д. 2119, «О
машине, изобретенной п/полк. Зуевым для
зачинки раковин в орудиях».
М. М е л ь и и к о
в. Путеводитель по Музеуму. СПб., 1898,
стр. 140.Глава III
Станки
сверлильно-расточной группы
201У1
стоящее время этого прибора в музее
нет и неизвестно когда и при каких
обстоятельствах он был изъят. Тем
больший интерес поэтому представляют
описания процесса заделки раковин и
применявшаяся для этого «секретная
машина», помещенные в книге И. Ф. Германа.
Этот способ заделки раковин В. Родзевич
называл способом Мелиесино.100
Крупные раковины, обнаруживаемые в
канале ствола орудия, считались
браком неисправимым. Стволы с такими
раковинами надрезались в четырех
местах, разбивались под копром и шли в
переплавку. Раковины средней величины
считались браком исправимым, и именно
для этого случая использовался
технологический процесс и оборудование,
описанные И. Ф. Германом.
Процесс начинался с выявления раковины,
для чего применялся специальный
щуп, изображенный на рис. 101,1. Этот щуп
И. Ф. Герман называл «трещоткой», что
совершенно не соответствует современной
нам терминологии. Далее, как пишет
И. Ф. Герман, «приискав в пушке раковину,
посылают в канал деревянный шест с
наложенным на конце его воском, которым
и осматривают величину находящейся в
пушке раковины 101. . . Сия раковина
ежели по испытании окажется очень
велика, то не производят над нею никакой
работы, а пушку подвозят к копру, где,
будучи она надрезана местах в четырех,
ломается и после идет в переплавку в
воздушные печи. Напротив того, ежели в
пушке окажется небольшая раковина, то
начинают над нею производить починку
посредством вышеупомянутой секретной
машины. . .».
Технологический процесс заделки включал
рассверливание раковины перовым сверлом
2, нарезания полученного отверстия
метчиком 3, изготовление нарезанной
пробки
4 соответствующего размера,
завинчивание ее в нарезанное отверстие,
скручивание и обламывание ножки пробки,
зачистку обломанной ножки длинным
напильником
5. Из этого процесса
наиболее сложными и интересными являются
те работы, которые должны совершаться
внутри канала ствола, т. е. в месте,
недоступном для проникновения рук
рабочих и мало доступном для обозрения.
Только пробка изготовлялась вне канала
ствола, остальные работы производились
внутри него.
Для рассверливания раковины, нарезания
в рассверленном отверстии резьбы,
завинчивания пробки и обламывания
ножки применялось оригинальное и
довольно сложное устройство. И. Ф. Герман
описал это устройство весьма туманно
и не привел его сборочного чертежа,
поместив лишь отдельные детали. Поэтому
воспользоваться чертежами, приведенными
в его книге (рис. 102), можно лишь отчасти
и приходится для объяснения конструкции
и действия устройства составить схему
(рис. 103).
Устройство размещалось на двух длинных
стальных полосах, скрепленных между
собой винтами. Поперечное сечение полос
показано на рис. 102,
6. На полосах располагались
последовательно по длине четыре
подшипника
7 (риз. ЮЗ), в которых могли
свободно вращаться два валика, проходивших
по всей длине полос. На рис. 102,
6 видны также сечения
подшипника и двух валиков разных
диаметров. Длина полос и валиков должна
была превышать длину канала ствола,
чтобы можно было заделывать раковину
в любом месте. Впрочем, заделка раковин
в казенной части обычно не разрешалась.
На рис. 102,
8 показан вид сверху части
полосы, подшипника и валиков. ВаликР
(рис. 103)
100 В. Родзевич,
ук. соч., стр. 136—137.
101 Т. е.
делается слепок.
Рис. 101. Инструменты
для заделки раковин в стволах
артиллерийских орудий. Конец XVIII в.
По И. Ф. Герману.
Станки
сверлильно-расточной группы
203У1
-большего диаметра служил для обеспечения
главного движения, а валик
10 меньшего диаметра
для движения подачи.
Рассмотрим, как
осуществлялось главное
движение. На одном конце валика
9, выходившего из канала
ствола, имелся штурвальчик
11,
на его .противоположном конце было
посажено коническое зубчатое колесо
12
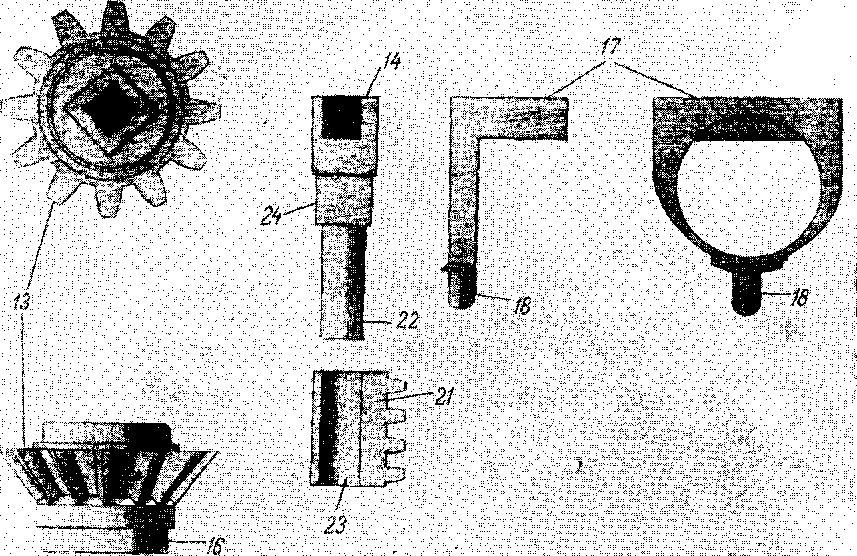
Рис. 102. Детали
устройства для заделки раковин в стволах
артиллерийских орудий. Конец XVIII в.
По И. Ф. Герману.
<с десятью зубьями. Оно находилось в
зацеплении с коническим зубчатым
колесом
13, имевшим двенадцать
зубьев. Колесо
13 имело квадратное
отверстие, в которое вставлялся шпиндель
14 своей верхней частью,
имевшей квадрат-
Ч-j
10
Л
19
Рис. 103. Кинематическая
схема устройства для заделки ра-
ковин.
ное сечение, соответствовавшее отверстию
в зубчатом колесе
13. Шпиндель 14
имел квадратное отверстие (гнездо), в
которое последовательно вставлялись
хвостовики сверла
15, метчика и пробки. Для
того чтобы вставить один из этих
предметов, необходимо было каждый раз
извлекать все устройство из канала
ствола. Зубчатое колесо
13 имело круглый прилив
16, .на который надевался
своим круглым отверстием кронштейн
17, круглый хвостовик
которого
18 вставлялся в гнездо,
имевшееся в стальных полосах,