

§ 5. Клеевые соединения
Клеевые соединения получили в последние годы широкое распространение во многих отраслях машиностроения благодаря появлению клеящих материалов на основе синтетических полимеров, которые обеспечивают склеивание практически всех материалов промышленного значения (стали, сплавы, медь, серебро, древесина, пластики, фарфор, ткани, кожа и многие другие), а также возможности склеивания металлов и неметаллов. Иногда склеивание представляет собой единственный способ соединения разнородных материалов в ответственных конструкциях.
Применение клеев в металлических конструкциях позволяет надежно и прочно соединять разнородные металлы разной толщины, исключать более дорогие заклепочные, сварные и болтовые соединения. Клеевые швы не ослабляют металл, как при сварке или сверлении отверстий под болты, они не подвержены коррозии и часто герметичны без дополнительного уплотнения.
Клеевые соединения превосходят заклепочные и сварные соединения при работе на срез.
Основные недостатки соединений:
а) старение со временем, вызывающее существенное снижение прочности;
б)невысокая теплостойкость (рабочая температура обычно не свыше 300 °С);
в)необходимость сложной оснастки для изготовления конструкций сложного профиля.
Процесс склеивания обычно состоит из следующих стадий:
1)превращения клеящего вещества в состояние, пригодное пня нанесения на поверхность склеиваемого материала (раст-порение, расплавление, приготовление клеящей пленки и т. д.);
2) подготовки поверхности склеиваемых материалов (увеличение шероховатости, различные виды химической или физико-химической обработки);
3) нанесения клеящего вещества;
4) превращения клеящего вещества в клеевой слой, соединяющий материалы при соответствующей температуре, давлении и времени выдержки.
Применение в промышленности получают клеи, обладающие коррозионной неактивностью, нетоксичностью, грибо-, водо- и атмосферостойкие с высоким сопротивлением старению и способностью к длительному хранению.
Наибольшее распространение получили два вида клеевых соединений — нахлесточное и телескопическое, которые различаются по характеру требуемого клея. Для телескопического соединения требуется жидкий клей, возможно холодного от-перждения. Для нахлесточного соединения обычно нужен высокопрочный клей, например, пленочный.
В отличие от сварного клеевое нахлесточное соединение сопряжено по поверхности контакта элементов. Прочность соединения пропорциональна площади склеивания. Большего повышения прочности можно достичь увеличением ширины нахлестки, нежели длины нахлестки (из-за неравномерного распределения нагрузки по длине соединения, см. рис. 29.7).
Конструкции клеевых нахлесточных соединений показаны на рис. 29.15, α —κ.
При проектировании клеевых соединений надо учитывать, что они имеют обычно достаточно большую прочность при
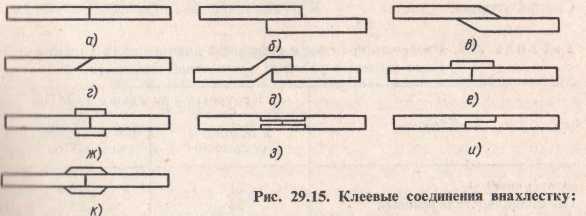
а-сгыковое; б, в — нахлесточное; г — усовое; д — нахлесточное с подсечкой;e-стыковое с накладкой; ж — то же, с двойной накладкой; з — стыковое сутопленой двойной накладкой; и — полушиповое; к — стыковое со скошенными накладками
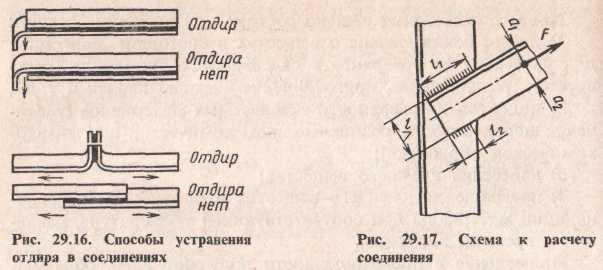
сдвиге и невысокую прочность при отдире и раскалывании. Простейшие способы устранения отдира показаны на рис. 29.16.
Прочность при сдвиге нахлесточных соединений с различными клеями после двухмесячной выдержки составляет 10 - 33 МПа (табл. 29.5).
Прочность клеевого соединения зависит от толщины клеевого слоя. Обычно толщина слоя составляет 0,05 — 0,15 мм и зависит от вязкости клея и давления при склеивании.
Условие прочности при срезе нахлесточного соединения обычно имеет вид
![]()
где bи l — ширина и длина нахлестки.
Контроль качества соединений осуществляют разрушающими и неразрушающими методами (например, рентгеновским методом, инфракрасными лучами и т. д.).
Пример. Рассчитать сварное соединение уголка и полосы (рис. 29.17) из стали СтЗ при статической нагрузке F = 300 кН. Сварка ручная.
Таблица 29.5. Прочность при сдвиге соединений алюминиевого сплава различными клеями в условиях повышенной влажности
|
Клей |
Прочность при сдвиге τ, МПа | |
|
|
в исходном состоянии |
после выдержки в течение 60 сут |
|
Эпоксидный Поливинилацетальфеновый Фенолонитрилкаучуковый Полиуретановый Эпоксинайлоновый |
21 28 38,5 16,1 42 |
19,6 25,2 33,6 10,2 16,1 |
Решение. 1. Из условия прочности уголка по допускаемым напряжениям [σρ] = 160 МПа определяем площадь его сечения
![]()
и no ГОСТ 8509 - 77 принимаем уголок 100 * 100 * 10 мм, для которою aι = 28,3 мм, аг = 71,7 мм.
2. По табл. 29.1 находим допускаемое напряжение среза в шве I τш] =0,6 [σρ] =0,6*160 = 96 МПа и по формуле (29.4) при кр = s = 10 мм (s - толщина уголка) вычисляем требуемую длину шва
![]()
3. Принимая, что соединение уголка с листом может быть выполнено лишь фланговыми швами (L < 60/е), по формуле (на с. 476) находим их длину
l1=L*(a2/(a1+a2))=446*(71.7/(28.3+71.7))=320мм
l1=L(a1/(a1+a2))=446(28.3/(28.3+71.7))=126мм
Если соединение выполнить одним лобовым швом длиной / = ■ 100 мм (см. рис. 29.17), то суммарная длина фланговых швов
L* = L - l = 446 - 100 = 346 мм
и длина фланговых швов l1* = 248 мм и l2, = 98 мм.
Таким образом, за счет лобового шва удается уменьшить метал-иосмкость соединения.
Фактическую длину сварных швов назначают на 10-15 мм больше расчетной для компенсации ослабления швов из-за дефектов (исмровара в начале и кратера в конце).