

3.Контроль механических свойств отливок.
Определяют твердость, сопротивление растяжению, предел текучести, предел прочности, относительное удлинение, относительное сужение. Усталостные испытания проводят 1 раз в квартал на окончательно готовой лопатке.
Контроль мех свойств проводят на специально отлитых образцах в каждой плавке, растяжением на универсальных машинах типа ИМ-4Р и др., обеспечивающих плавность статического нагружения и точность показания нагрузки. Скорость перемещения захвата машины 4мм/мин до появления текучести и 20 мм/мин за пределом текучести.
 длина
=100 мм, диаметр 5-10мм. Образцы диаметром
5 мм полнее характеризуют механические
свойства отливок с толщиной стенки
2-5мм.
длина
=100 мм, диаметр 5-10мм. Образцы диаметром
5 мм полнее характеризуют механические
свойства отливок с толщиной стенки
2-5мм.
3.1.Контроль жаропрочности и 3.2.Длительной прочности
Проверяют на растяжение при высоких температурах (кратковременные испытания). Как испытание на растяжение.
И жаропрочность (длительную прочность)
Длительной прочностью называют способность металла противостоять механическому разрушению под длительным действием постоянной нагрузки при постоянной высокой температуре.
![]() показывает
что образец в течение 100 часов при
температуре 800 градусов выдерживает
напряжение равное 14 кг/мм2
показывает
что образец в течение 100 часов при
температуре 800 градусов выдерживает
напряжение равное 14 кг/мм2
4.Контроль химического состава
4.1Спектральный анализ – основан на рассмотрении спектра лучей, излучаемых при воздействии дугового разряда на поверхность анализируемого материала. Делится на 5 этапов. Превращение пробл в газ, возбуждение свечения газа, разложение светящегося газа в спектр, фиксация спектра, измерение интенсивности спектральных линий, качественная оценка.
Спектральные лаборатории имеют оборудование : спектрограф с генератором искры или дуги, микрофотометр, спектропроектор и др.
Анализ проводят сравнением с эталонным спектром
Образец поджигают, спектр газа фиксируют на фотопластинку и на микрофотометре измеряют интенсивность спектральных линий анализируемого элемента. Концентрация его определяется по графику.
Но неметаллические элементы ( C,S,P) еще по прежнему определяют химическим методом. (сейчас разрабатывается квантометры)
4.2.Химический анализ – в химических лабораториях.
Применяют процесс химического растворения и осаждения. Более точный, но очень длительный.
5.Контроль структуры отливок
- по характеру излома оценивают чистоту отливки по макронеметаллическим включениям.
- макроструктуру и микроструктуру оценивают на шлифованных образцах
- для оценки макроструктуры образцы травят кислотой до отчетливого выявления зерен сравнением с эталонными снимками (мелко - зернистая, крупно - зернистая и др.)
Микроструктуру на полированных, травленных шлифах при увеличении в 100-500 раз определяют распределение упрочняющей интерметаллидной фазы.
Распределение карбидов С сравнивают с эталонными фотографиями.
8.Люм контроль и рентгеноконтроль отливок. Дефекты отливок по отклонениям от чертежных размеров
Люминесцентный контроль- на отсутствие трещин
Используют ультрафиолетовый свет под действием которого флюоресцирующая жидкость ярко светится.
Отливки моют, обезжиривают ацетоном и погружают на 20 минут в ванну с проникающей жидкостью. Под действием капиллярных сил жидкость проникает в трещины и другие дефекты. Затем отливку помещают в ванну с очищающей жидкостью (на основе спирта) которая смывает проникающую жидкость с чистых поверхностей а в капиллярах она остается.
З атем
на отливку пульверизатором наносят
проявляющую жидкость. В местах дефектов
проявляющая жидкость контактирует с
проникающей жидкостью. Проявляющая
жидкость вытягивает проникающую,
создавая эффект расширения дефекта.
Происходит химическая реакция, в
результате которой образуются
флюоресцирующие вещества. Время выдержки
2 часа. После этого отливки рассматривают
под ультрафиолетовой лампой. Места
дефектов светятся зеленым цветом.
Трещины не допускаются. Раковины, поры,
засоры и другие дефекты сравнивают с
описанием приведенных в ТУ на отливку
и рассортировывают. ЛЮМ контроль на
100% отливок контролируют вязкость
жидкости вязкостеметр, проявляющую
способность на эталонах. Освещенность
и яркость лампы – ваттметром.
атем
на отливку пульверизатором наносят
проявляющую жидкость. В местах дефектов
проявляющая жидкость контактирует с
проникающей жидкостью. Проявляющая
жидкость вытягивает проникающую,
создавая эффект расширения дефекта.
Происходит химическая реакция, в
результате которой образуются
флюоресцирующие вещества. Время выдержки
2 часа. После этого отливки рассматривают
под ультрафиолетовой лампой. Места
дефектов светятся зеленым цветом.
Трещины не допускаются. Раковины, поры,
засоры и другие дефекты сравнивают с
описанием приведенных в ТУ на отливку
и рассортировывают. ЛЮМ контроль на
100% отливок контролируют вязкость
жидкости вязкостеметр, проявляющую
способность на эталонах. Освещенность
и яркость лампы – ваттметром.
Рентгеновский контроль
Выявляет внутренние дефекты отливок, пустоты, раковины, рыхлости.
Проходя через металл отливки рентгеновский луч ( лямбда от 3,1 до 0,006 А) частично поглощаются им, частично отражаются от граней кристаллов.
И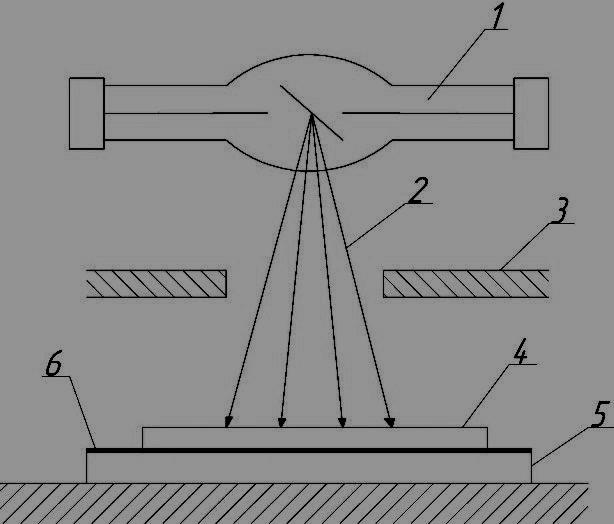 спользуют
фотографический метод рентгеноскопии
спользуют
фотографический метод рентгеноскопии
1. Рентгеновская трубка
2. Лучи
3. Свинцовая диафрагма
4. Отливка
5. Кассета с фотом.
6. Фильтр рассеивания (фольга)
Если на пути лучей встречаются пустоты то в месте пустот количество металла будет меньше и проекция их на фотопленке станет темной (т.к. поглощение и рассеивание в пустотах меньше)
Контрастность и четкость негативов зависит от жесткости рентгеновского излучения, величина рассеянного излучения, фокуса трубки и расстояния до пленки.
Жесткость излучения тем выше, чем длиннее волны и чем с большей энергией происходит излучение, т.е. чем больше напряжение подводится к рентгеновскому аппарату.
Для предотвращения влияния рассеивания применяют фильтры из свинца, помещая их виде фольги между отливкой и пленкой. Часть рассеивающихся лучей поглощается фольгой.
Проводится 100% контроль лопатки.
Дефекты отливок по отклонениям от чертежных размеров (геометрия)