

2.Проектирование чертежа отливки лопатки ротора турбины. Проектирование и изготовление пресс-форм. Изготовление пресс-форм с применением быстрого прототипирования.
Лопатка-деталь тонкостенная, сложного профиля. Понижение мех. св-в литой стали с уменьшением толщины стенок объясняется тем, что тонкие стенки затвердевают очень быстро, эмульгированные окислы и газы не успевают выходить из стали после заливки. Прочность стали в этих местах снижается и при испытании образца на растяжение, разрыв происходит в месте дефекта.
Особенности сохранения мех. св-в:
Осевая усадочная пористость устраняется.
|
В
|
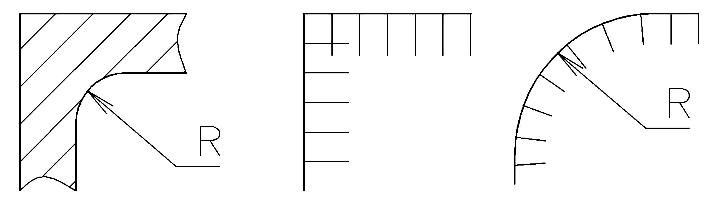
а) Сопряжение 2х стенок под углами:
Наиболее важной в этом сопряжении является величина радиуса галтели во внутреннем углу
|
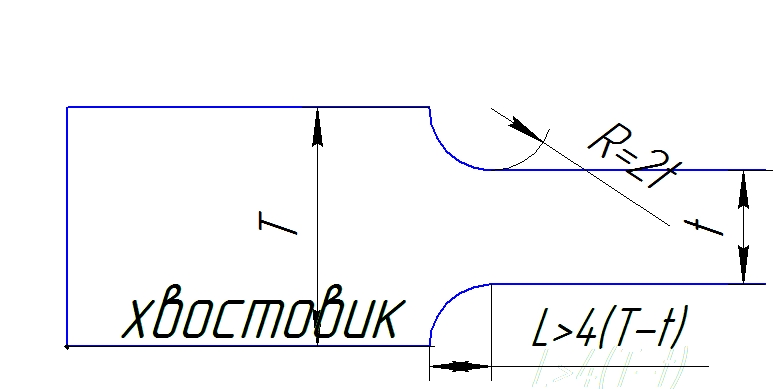
б) Спряжение 2х стенок параллельно, плавный переход между ними
|
3.Выполнение конусности и уклонов на элементах отливки Чтобы вынимать модели из пресс-формы без поломок и нарушений геометрии. 5.Построение и расчет литниковой системы.
|
4.Наименьшая толщина стенки, которая может быть выполнена в отливках 1-2 мм. Зависит от площади детали. У наших t=0,5 мм на 1 мм от вых. кромки.
|
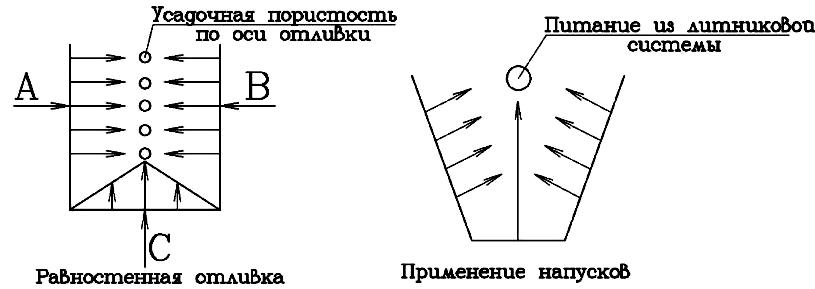
 о
внутренних углах сопряжения стенок
отливок или во внешних углах формы,
т. к. в острых углах усадочная пористость
концентрируется и выходит на пов-ть
из-за скрещивания тепловых потоков.
о
внутренних углах сопряжения стенок
отливок или во внешних углах формы,
т. к. в острых углах усадочная пористость
концентрируется и выходит на пов-ть
из-за скрещивания тепловых потоков.

Влияние литниковой системы.
1. На скорость заполнения пресс-формы при изготовлении лопаток (тонкие стенки) низкая скорость заполнения пресс-формы ведет к недоливам, высокая к заносу в пресс-форме неметаллических включений и газов.
2.На
плотность отливок
– при недостаточном питании в отливках
развивается пористость. Пористость до
1-2% приводит к уменьшению пластичности
стали до
![]() и уменьшению прочности в 2 раза.
и уменьшению прочности в 2 раза.
3.На точность расположения отливок(горизонтальное).
Проектирование и изготовление пресс-форм.
Выбор типа пресс-форм зависит от типа производства. При единичном и мелкосерийном произ-ве используют цементитные, гипсовые и деревянные пресс-формы до 200 моделей. При необходимости получать точные и сложные отливки выбирают одногнездовые пресс-формы, изготовленные механической обработкой даже, если отливок требуется небольшое кол-во.
Пресс-формы проектируют на основании чертежа отливки. На чертеже задается линия разъема пресс-формы, припуски на обработку, место подвода металла, размер литников и ТТ предъявляемые к отливке.
Размеры полости пресс-формы рассчитывают с учетом усадки модельной массы и металла, которая колеблется от 0,9 до 3%.
- Суммарная усадка модельной массы и металла больше, чем величина расширения оболочки при прокаливании.
- Усадка на охватываемых частях детали больше, чем на охватывающих.
- С увеличением размеров отливки суммарная усадка увеличивается.
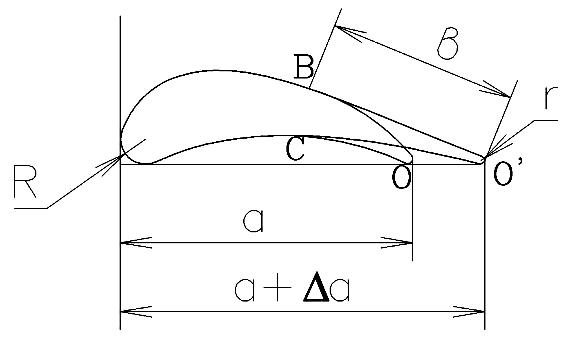
Размеры полости пресс-формы лопатки с учетом усадки рассчитывается графическим путем. Теоретический профиль лопатки вычерчивается в масштабе. Хорду «а» увеличивают на величину усадки «∆а».
 После
отливки опытной партии деталей и по
фактическим обмерам пресс-формы доводятся
(упреждающая коррекция).
После
отливки опытной партии деталей и по
фактическим обмерам пресс-формы доводятся
(упреждающая коррекция).
Формообразующие
пов-ти пресс-форм изготавливаются на
металлорежущих станках и полируются с
шерохов-ю
![]() (шерохов-ть
отливки
(шерохов-ть
отливки
![]() ,
фактическая
,
фактическая
![]() ).
).
Охлаждение пресс-форм:
При неправильной работе пресс-формы нагреваются, температура затвердевания увеличивается. Для массового произв-ва в пресс-формы впаиваются трубки и подводится вода. В нашем случае пресс-формы небольшого веса, охлаждаемые периодическим опусканием их в холодную воду.
Крепление матриц:
При запрессовке под давлением матрицы запираются кулачковым устр-вом от раздвигания.
Стержневой ящик:
Если конфигурация детали очень сложна, то проектируют несколько пресс-форм. Вкладыши из карбамида изготавливают в другой пресс-форме и собирают по посадочным местам в общей. Заливают модельной массой, затем вкладыши вымывают водой.
Технология изготовления лопаток с применением быстрого прототипирования
Эффективность при изготовлении опытных образцов ГТД.
1,Проектирование математической модели 3D в системе CAD/CAM EUCLJD/
2,Математическая модель в установку Laminated object Manufacturing, LOM фирмы HELJSYS (США).
Установка позволяет получить физическую копию трёхмерной модели посредством её «выращивания» из слоёв ламинированной бумаги, последовательно раскраиваемой лучом лазера с последующим термопрессованием.
3,Изготовление по LOM модели на основе эпоксидопласта модельных пресс-форм.
Эпоксидная смола с добавлением алюминиевых и медных порошков для повышения теплопроводности. LOM-модель смазывается разделительным составом, помещается в обечайку на металлических штырях, заливается одна половина. Стык смазывается разделительным составом, заливается вторая половина. LOM-модель извлекают из пресс-форм, сверлят необходимое отверстие для прессования и воздуха. Стойкость пресс-формы – 5000 моделей.