

4. Рецептура и свойства модельных составов (п50с50; 3гв; карбамид). Контроль качества модельных составов.
1.Парафино-стеариновые – 2хкомпонентные составы П50 С50 (50% парафина, 50% стеарина), широко распространен. Свойства: Т каплепадения 48˚С, теплоустойчивость 30˚С, предел прочности при статическом изгибе 2,4 МПа, усадка из пасты 0,8-1%, зольность 0,03-0,1%. Легко приготавливается, образует однородную смесь, очень жидкотекучь, легкоплавок (Т=50-60˚С), при Т=42-45˚С преобретает вязкопластичное (пастообразное) состояние. Хорошо заполняет полости пресс-формы при невысоких давлениях (1,5-4 кг/см3). Имеет стабильную усадку, легко удаляется, пригоден для многократного использования. Малая зольность 0,01-0,05%. Хорошо смачивается суспензией из гидролизованного раствора этилселиката.Недостатки: низкая Т начала размягчения-30˚С, низкая прочность и твердость. Этот недостаток связан с наличием в них стеарина.
При приготовлении пастообразной смеси в нее замешивается воздух 7% по объему. При заполнении пресс-формы под давлением воздух в нем сжимается, а после снятия давления стремится расшириться, что способствует точному воспроизведению моделью полости пресс-формы. При выплавлении модели воздушные включения выполняют роль компенсаторов расширения модельного состава, что снижает давление модельного состава на оболочку и уменьшает опасность ее расширения.
2.Составы парафиново-буроугольные: ВИАМ 102, 3ГВ, салют 2, салют 3. Состав: 25% парафина, 35% буроугольного воска, 35% торфяного воска, присадки.
Свойства: Т каплепадения 77-65˚С, теплоустойчивость Т=40˚С, предел прочности при статическом изгибе 4,8 МПа, зольность 0,15%, усадка 1-1,1%, быстро затвердевают, отлично воспроизводят очертания пресс-формы, незначительная усадка, малое расширение при выплавлении оболочек (снижается растрескивание оболочек – пробой 1го слоя). Хорошо выплавляются в воде, пригодны для повторного использования после отстаивания и фильтрации.
3.Составы на основе карбамида (техническая мочевина). Применяют при изготовлении отливок повышенной точности. В качестве пластификатора вводят 0,3-3% борной кислоты. Модели изготавливают свободной заливкой. Они получаются прочными, теплостойкими, точными с чистой пов-ю. Хорошо сохраняют размерную точность. Усадка незначительная. Удаляются растворением в холодной воде.Недостатки: плохая спаиваемость и высокий удельный вес 1,34 (с крупными модельными блоками – тяжелый), гигроскопичность и неприятный запах.
Приготовление модельных составов.
Используют 80-90% возврата. Перед загрузкой в установку размельчают в установке в порядке возрастания температур их плавления. Фильтруют через металлические сетки и разливают в ванночки (изложницы), чтобы получить плитки толщиной 30-40 мм для хранения. В машине для изготовления моделей состав расплавляют до жидкого состояния. Затем охлаждают до рабочей температуры при одновременном перемешивании его до пастообразного состояния (7% воздух).
Контроль качества модельных составов
При установившемся производстве контролируют усадку, прочность, зольность модельных составов и содержание воздуха в пастообразующих смесях
1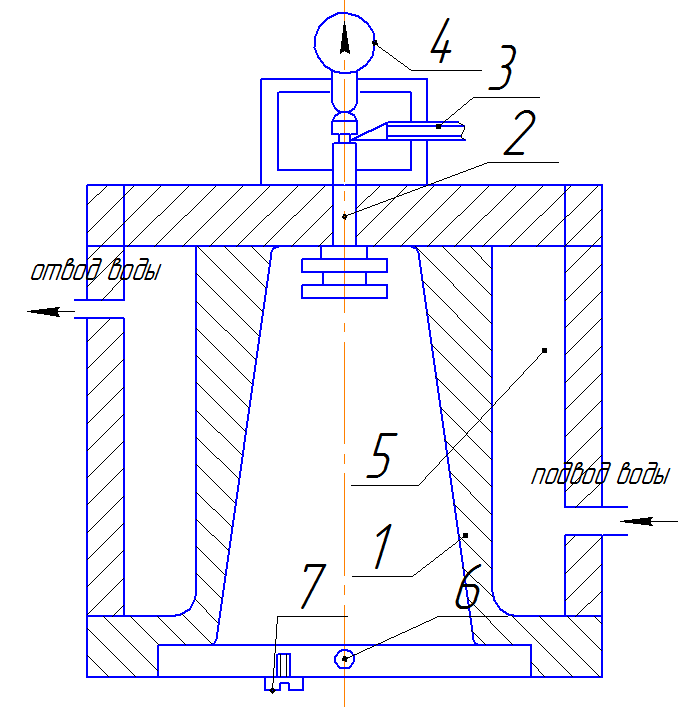 .Замер
величин линейной усадки.
Прибор НИИТ Автопром. Образец имеет
форму усеченного конуса, рабочая длина
его 100мм. Корпус прибора – водоохлаждаемоая
стальная полуформа. В верхней части
находится датчик прибора, установленный
перед введением модельного состава в
крайнее верхнее положение, фиксируемое
защелкой. Одновременно стрелка индикатора
устанавливается на «0»
.Замер
величин линейной усадки.
Прибор НИИТ Автопром. Образец имеет
форму усеченного конуса, рабочая длина
его 100мм. Корпус прибора – водоохлаждаемоая
стальная полуформа. В верхней части
находится датчик прибора, установленный
перед введением модельного состава в
крайнее верхнее положение, фиксируемое
защелкой. Одновременно стрелка индикатора
устанавливается на «0»
1. Корпус прибора;2.Датчик;3.Защелка;4.Индикатор
5.Водяная рубашка;6.Запресовочное отверстие;
7.Место установки термометра.
Модельный состав запрессовывается при горизонтальном положении полуформы, затем она устанавливается вновь вертикально, после этого замеряют усадку. Наблюдения за усадкой заканчивают, когда стрелка индикатора в течении 30 мин будет показывать 1 и туже величину.