

24. Маршрутная технология изготовления лопаток с.А. В.Д.
Оп.№1 – контрольная
Оп.№2 – шлифовка профиля пера
Оп.№3 - шлифовальная. Снятие остатков питателя
Оп.№4 – шлифовальная. Шлифовка базовых поверхностей полок относительно профиля пера. Самая главная операция. Обеспечивает горло межлопаточного канала и суммарную площадь проходного сечения С.А. Получают угол полок. При ошибках шлифовки С.А. может получиться полностью открытым (неисправимый брак) или перезакрытым. Невозможно открыть подрезкой кромок. Неисправимый брак (иногда устраняется перекомпоновкой. Хотя это неправильно. Проливку получим, но не получим равномерное поле скоростей за С.А. )
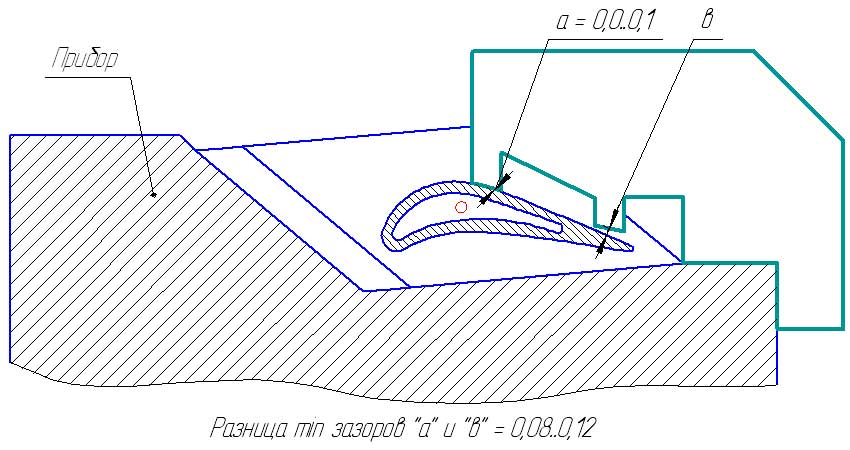
Задние углы обеспечиваются в специальном контролирующем приспособлении.
Схема обработки детали
Б
 азы
– профиль пера окончательно обраб.
Полировкой по допускам на верхнем
пределе т.к. предстоит еще 2 полировки
профиля пера.
азы
– профиль пера окончательно обраб.
Полировкой по допускам на верхнем
пределе т.к. предстоит еще 2 полировки
профиля пера.
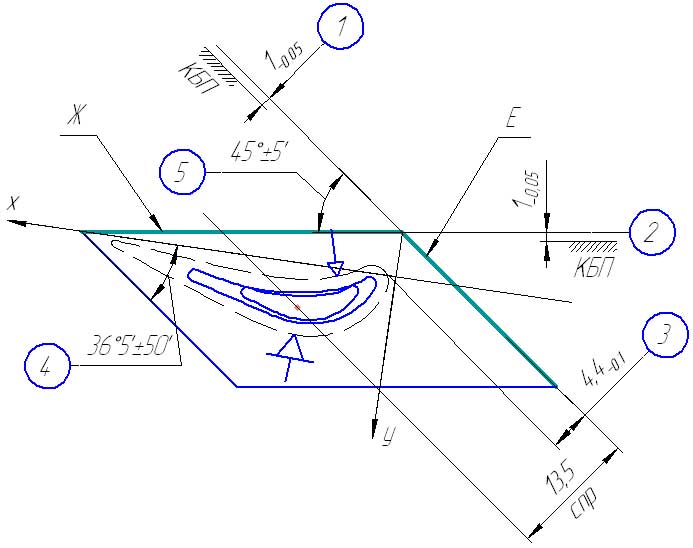
Базы – спинка в сеч II, Упор – входн.кромка II-III. Зажим корыто.
Основные размеры углы относительно осей координат профиля пера лопатки. Настройку приспособления ведут методом пробных проходов с последующей проверкой на контрольном приборе и поднастройкой приспособления.
Схема наладки приспособления. |
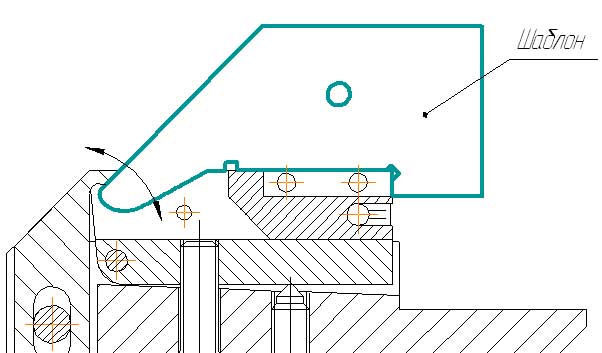
Схема контроля разворота профиля пера лопатки |
|
|
О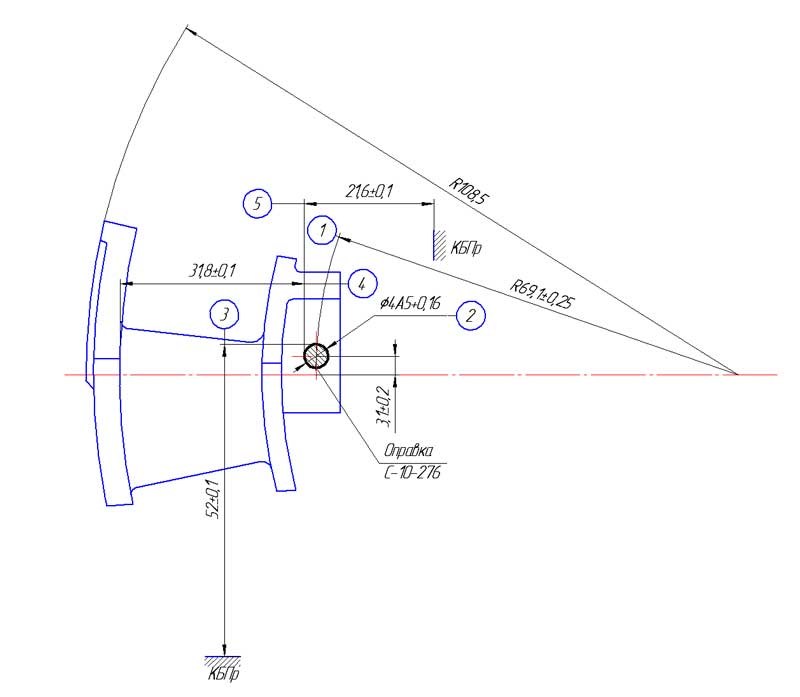 п.№5
– Сверлильная 2Н118 Сверление технологического
отверстия, фиксирующего положение
диаметра в направлении оси Z. Обеспечивает
базирование детали в «бочке» при
шлифовании радиуса поверхностей.
п.№5
– Сверлильная 2Н118 Сверление технологического
отверстия, фиксирующего положение
диаметра в направлении оси Z. Обеспечивает
базирование детали в «бочке» при
шлифовании радиуса поверхностей.
Базы обеспечивают поверхность А и Б
Упор в полку. Зажим Г
Контроль в приборе в отверстие вставляют калибр (сверло) и измеряют координаты min и max. Периодичность 1я деталь в партии. Дальше размер обеспечивается проверенным кондуктором.
Оп.№6 – Шлифовальная поверхность Г и Д (перенос) станок (3Г71) 3Б722
О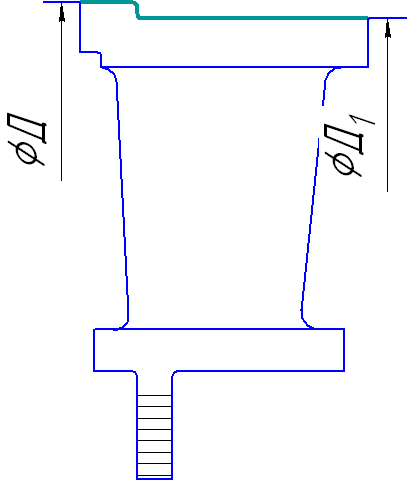 п.№7
– Шлифовальная. Круглощлифовальный
станок 3Н130 Шлифует окончательно
п.№7
– Шлифовальная. Круглощлифовальный
станок 3Н130 Шлифует окончательно
наружный диаметр Д, Д1, в 6-и местном приспособлении (бочка). База Б упор в полку А.
Фиксация по радиальному направлению (по оси Z) отв. Зажим полки Г.
О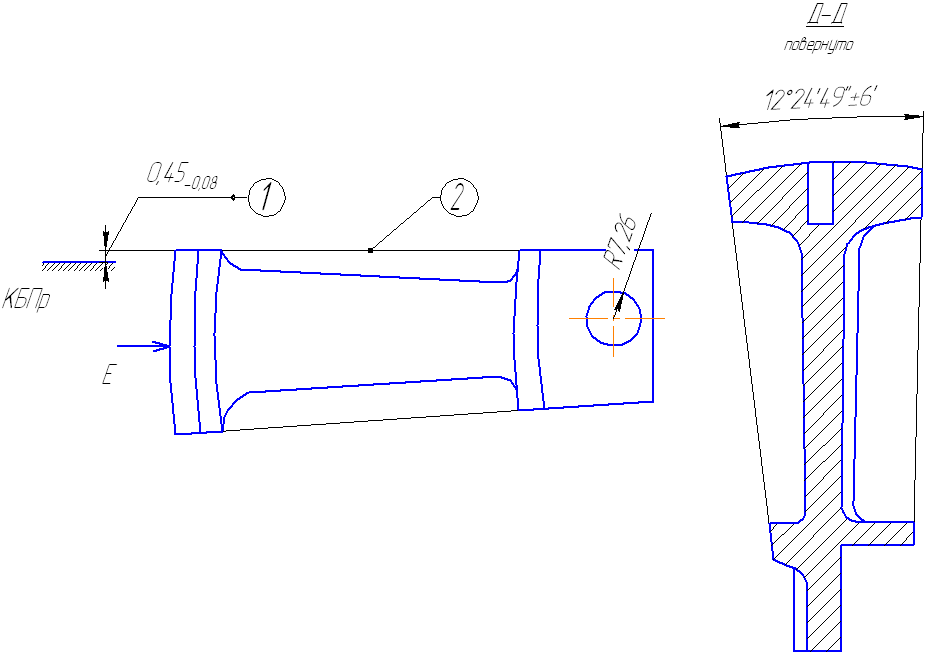 п.№8
– Фрезерная 6Н13П (ЧПУ) Фрезерование
уступов (посадочных мест) под обоймы
наружный с двух сторон с переустановом.
п.№8
– Фрезерная 6Н13П (ЧПУ) Фрезерование
уступов (посадочных мест) под обоймы
наружный с двух сторон с переустановом.
Оп.№9 – Шлифовальная. 3Б722 Окончательная шлифовка угла по замкнутому контуру для обеспечения сборки по окружности в обойник нар. и внутр.
Оп.№10 – Полировальная. Полировка баз. Окончательная полировка профиля пера полок со стороны газового в размеры чертежа от окончат. обраб. чистовых баз.
Оп.№11 – Контроль Люм1-ОВ. Доработка дефектов при необход.
Оп.№12 – Комплектовочная. Составить комплект из 29 лопаток по обмерам БТК
Оп.№13 – Слесарная. Установить 29 деталей в спец. приспособлении под токарную обработку. Зазор между лопатками 0,05. Уступы по внутр. воверхности. нижней полки до 0,2 мм. Обеспечить подбором и переустановкой лопаток. Каждая лопатка поджимается винтом в прижимном диске.
Оп.№14 – Токарная. 16К20 (в приспособлении Оп.№13) Обрабатывается внутренняя поверхность лопаток с переустановом под установку в обойму внутреннюю. Срезается технологическая прибыль и технологическое отверстие.
Оп.№15 – Слесарная. Полировальная бабка. Ложная сборка и доработка горла (Cmin). Цеховое приспособление (аналог штатных обойм - технологическая) Переходы: Лопатки разбираются из тек.приспособления маркируются порядков.номером по одной. Собираются в технологическое приспособление (аналог штатных обойм) Калибром проверяется горло. При необходимости дорабатывается профиль пера со стороны спинки и корыта (наибольшая эффективность дораб.) в размеры чертежа. Осматриваются и при необходимости дорабатываются проточная часть по уступам. Уступы не допускаются.
Лопатки разбираются и передаются на э/импульсную операцию.
Оп.№16 - Электроимпульсная. 4Г723. Выполняется прожиг отверстий со стороны вых. кромок с переустановкой.
Оп.№17 – Контрольная. Окончат.контроль геометрии
Оп.№18 – Стенд У279.000.00, пролить по Т/пр 029.45.0215 ПР