

25. Проливка. Проливочный стенд, доработка времени пролива до пайки. Пайка. Доработка проливки после пайки.
Стенд д.б. аттестован. Нужно 5 эталонных сопловых. Тарировку стенда проводят проливкой 5 С.А. из которых 2 имеют пропускную способность min и max допустимым по чертежу, а остальные расположены равномерно между ними. Пропускная способность эталонных С.А. определяется многократным продувной на газодинамическом стенде (аэродинамическая труба). Эталонные С.А. должны соответствовать требования чертежа по профилям, толщине кромок, шероховатости, отсутствии уступов в проточной части и всем геометрическим размерам. По эталонным С.А. определяется время (min/max) (зависит от температуры воды, геометрии приспособления конструкции сливного бака, горловины слива, успокоителей и т.д.) Проводят после каждого ремонта но не реже 1 раз в 3 года. Конроль пропускной способности С.А. производится трехкратным проливом. С.А. признается годным если время слива лежит внутри предельных значений τmin ≤τcp≤τmax
Если у лопаток расположение профиля относительно замка не совести контролера то у С.Лопаток контролируют продувкой.
Проливной стенд у279.000.00 (схема гидростенда)
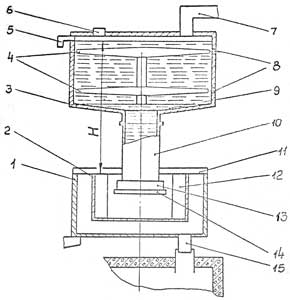
1.сливной бак
2. бак уровень
3. напорный бак
4. горизонтальные перегородки
6. дренаж
7. подвод воды
8. датчики воды
9. успокоительные ребра
10. горловина слива
11. горизонтальный успокоитель
12. вертикальный успокоитель
13. приспособление для установки С.А.
14. Запор
15. Слив
Стенд состоит из расположенных соосно 3х баков и горловины слива, в которую монтируется приспособление с С.А.
Присп. 13 с проливным С.А. установлен в нижней части горловины слива 10.
Удержание воды до слива проводится запором 14. Перед началом пролива пр.13 с С.А. устанавливается в нижней части горловины слива 10, напорный бак 3 и бак уровень 2 заполнены водой , и запор 14 закрыт.
Открывается запор 14 и начинается слив в момент прохождения воды через верхнюю круговую щель включается секундомер через нижнюю круговую щель – отключается.
Таким образом производится фиксация времени слива мерного объема воды, заключенного между датчиками. Скорость воды в горле не более 8 м/с. (215) С.А. собираются в технологич пр. закрепляются и устанавливаются в горловину 10. Бак уровень 1,2 поднимается в рабочее положение и система заполняется водой. После пролива приспособление поворачивается на 180° и проводит повторный пролив .
183,3 с ≤τ≤185,3 с (≈1%)
Оп.№19 – Слесарная. Если комплект лопаток не укладывается во время (закрыт), т.е.
τ >185,3 то лоп. отправляются на доработку профиля пера по спинке и корыту (увел.горло). Если τ <185,3 то С.А. раскрыт брак окончательный.
Оп.№20 – Повторная проливка. Заполняется паспорт.
26. Изготовление дисков турбин. Технологический анализ чертежа. Получение исходной заготовки. Механическая обработка под узк. Современные методы обработки точением.
Конструкция, тех требования и материалы
Диски турбин ГТД работают при высоких силовых и температурных нагрузках. Перепад температур по радиусу достигает 400 С, что вызывает большие температурные напряжения в материале, что может привести к образованию трещин и разрушению диска.
Поэтому диски турбин ГТД представляют собой равнопрочную конструкцию, учитывающую воздействие осевых, центробежных и температурных воздействий. И используют хромоникелевый сплав >70% никеля.
Диск 1 ступени 2х контурного ГТД из сплава ЭИ698ПД (ХН62БМКТЮ-ПД)
Диски СЭС75 из сплава ХН 73МБТЮ-ВД.
Эти сплавы имеют хорошие прочностные характеристики и коррозийную стойкость, но трудно обрабатываются. Коэффициент обрабатываемости 0,04 относительно Стали 45 = 1
Диск турбины 1й ступени СЭС-75 имеет след элементы:
-Центрирующие пояски для ориентации диска в роторе
-Равнопрочное полотно диска(у диска 3й ступени оно конусообразное)
-обод диска в котором расположены пазы для закрепления лопаток
-высокоточные отверстия для крепления дисков с помощью призонных болтов.
Основными
конструкционными поверхностями являются
![]() А, торец 3 и поверхность С отверстий
болтов.
А, торец 3 и поверхность С отверстий
болтов.
Для установки лопаток в диск 41 паз елочного профиля. Ось елочного паза повернута к оси диска на 18±15 градусов
Профиль елочного паза получают протягиванием. При установке лопаток в диск осуществляются селективная сборка. Пазы диска разбиваются на 3 группы.
Диски компрессора и турбины должны иметь минимальные смещения вращающихся неуравновешенных масс для уменьшения СКРЫТОЙ НЕУРАВНОВЕШЕННОСТИ. Поэтому точность расположения поверхностей включая свободные- повышенная. Так допуск на смещение свободных поверхностей не более 0,05 мм
Поверхность диска воспринимают высокие напряжение, поэтому их тщательно заполировывают
Маршрутная технология изгот дисков
Условно можно разделить на след этапы:
– получение заготовки методом штампования, у нас изготавливают штамповка. Термообработка у поставщика
– Предварит обработка поверхности диска Ra 2.5 мм припуск 2мм
– контроль УЗК, Контроль травлением
– получистовая обработка поверхности диска подготавливание баз под протягивание елочного паза.
– протягивание елочного паза
– турбообразивная обработка
– чистовая обработка
Получение исходной заготовки ИШ-92;ИШ-93 по ТУ 1-595-3-1037-2008ВИАМ ЭИ 698
Штамповка 2ой группы сложности по ГОСТ 8479-70
Выполнение на гидравлическом прессе в закрытой штамповке
Штамповки изготавливают из кованого прутка
Припуски 4-5 мм на сторону. Штамповочные уклоны до 3градусов (обычно до 7-8) РАДИУСЫ ДО 3 ММ(ОБЫЧНО ДО 5 ММ) Допуски на размер +2мм. Это позволяет уменьшить вес заготовки почти в 2 раза по сравнению с поковкой
Контролирую : геометрические размеры, хим состав, мех свойства и длительную прочность на образцах, твердость по Бринеллю на одном торце каждой заготовки и на одном образце из партии НВ=3,55…3,3
Мех свойства измеряют не мене t=20
-внутренне
сопротивление ![]()
-предел
текучести ![]()
-Удлинение![]()
Сужения 19%
Длительная
прочность при температуре t=750С
и приложенная напряжении ![]() время до разрушения 50мс
время до разрушения 50мс
Поставщик гарантирует: при УЗК не допускается дефектов, амплитуда эхо-сигнала от которых превышает амплитуду эхо сигнала от плоскодонного и существенного отражателя 1,5 мм в стандартном образце предприятия (у нас СО 2мм)
ГОСТ 22838-77 Методы контроля микроструктур
ГОСТ 9012-59 Методы измерения твердости по Бринелю