

Предварительная мех. Обработка диска под узк и травление
1.Готовятся базы
2 Точится заготовка с переустановом под УЗК ,припуски для защиты от теневой зоны УЗК,2мм шероховатость Ra 2,5 мм, на всех операциях происходит маркировка ударным клеймом. Режущий инструмент оснащен твердосплавными пластинами ВК10ХЩМ, ВК10,ВК8. Сечение державки резца 25,16 мм. Резцы проходные, подрезные, расточные. На остро заточенных кромках чтобы уменьшить усилие резания и уменьшить тепловыделение, т.к. материал диска имеет низкую теплопроводность и тепловыделение. В результате резания может оплавить резец. Поэтому скорости резания небольшие скорость резания до 40м/мин; подача 0,1 мм/об(фактически скор 30-35 м/мин и подача 0,08-0,05 мм/об)
(((( У «кадви» были проведены испытания обработки диска 1й ступени на станке SKT100М пластиной из поликристаллического кубического нитрида бора PCNB фирмы «SECO»(пластина LCGN 1606MO-5500E25-LFCBN10; державка CFJR 20*20 K05) Режим обработки Vрез=350 м/мин,S=0,2мм/об,t= 0,5мм. Стойкость пластины = 1 пластина на 1 диск с двух сторон, использование пластины из PCNB увеличивает производительность в 10 раз по сравнению с твердосплавными пластинами, но и стоит она в 10 раз дороже, экономич эф. может быть достигнута только за счет экономии дорогостой. станочного времени. Эффективно только при крупном производстве.
На МПО «Салют» приобрели французский станок с подводом СОЖ через державку резца, СОЖ охлаждает реж кромку, перекаливает стружку до максим. Температур, она становится хрупкой и вымывается из зоны резания. ))))
Контроль УЗК
Контроль травление на макроструктуру, наличие включений. Размер зерна не более 3мм. Включения не допускаются,
Сверление и развертывание технологич. Отв. Под протягивание На координатно-расточном станке 2В440 6+0,022и глубиной 8 мм. В СЭС-75 сверлят отверстия под призонный болт, в других дисках где полотно цельное под тех отверстием спец оставляется тех напуск который потом удаляется вместе с отверстием, после протягивания пазов глубина отверстия 6мм выполняется фрезерование пазов на горизонтально фрез станке ГФ2171 с ЧПУ концевой фрезой
- слесарная операция ,заключается в зачистке заусенцев и притуплении острых кромок, используются шлифовальные круги, пневмошлифовальные головки, выпон на полиров бабке.
27. Протягивание пазов дисков. Аттестация и контроль пазов.
П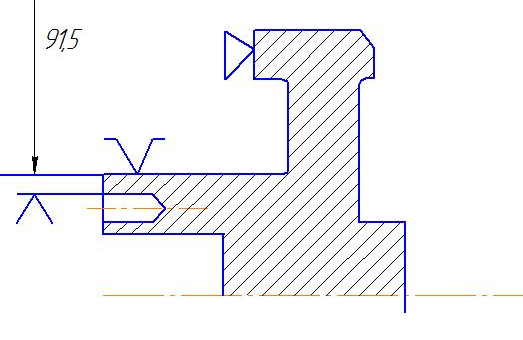 ротягивание
пазов.
Наиболее важная операция от качества
ее исполнения зависят основные показатели
работы всего колес. Выполняется на
Горизонтально протяжном станке Мод
7534. При протягивание применяют спец
пневмогидравлическое поворотное
приспособление, которое осуществляют
в автоматическом режиме закрепление
заготовки, подъем заготовок при обратном
ходе протяжки, раскрепление заготовки,
поворот на один шаг, опускание заготовки
на позицию протягивания, осуществляется
смены сборной протяжки.. Протягивание
осуществляется сборными фасонными
протяжками последовательно. Для
формирования паза применяются 6 протяжек,
каждая состоит из 3-4 секций. Материал
протяжки ст Р18Ф2. Перемещение протяжки
осущ по спец направляющим корпуса
станочного приспособления, скорость
протягивания 1,2 м/мин.
ротягивание
пазов.
Наиболее важная операция от качества
ее исполнения зависят основные показатели
работы всего колес. Выполняется на
Горизонтально протяжном станке Мод
7534. При протягивание применяют спец
пневмогидравлическое поворотное
приспособление, которое осуществляют
в автоматическом режиме закрепление
заготовки, подъем заготовок при обратном
ходе протяжки, раскрепление заготовки,
поворот на один шаг, опускание заготовки
на позицию протягивания, осуществляется
смены сборной протяжки.. Протягивание
осуществляется сборными фасонными
протяжками последовательно. Для
формирования паза применяются 6 протяжек,
каждая состоит из 3-4 секций. Материал
протяжки ст Р18Ф2. Перемещение протяжки
осущ по спец направляющим корпуса
станочного приспособления, скорость
протягивания 1,2 м/мин.
Поворотное
делительное приспособление обеспечивает
точность расположения пазов относительно
технологических базов поверхностей в
осевом и радиальном направлениях. база
![]() ,упор-торец
диска, фиксация отверстия
6мм
,упор-торец
диска, фиксация отверстия
6мм
Перед выполнением опер протягивание производится штатная проверка и контроль станочного приспособления
Перед выполнением операции протягивание диска, производят протягивание паза на тех образце(ложный диск),по результатам контроля дается разрешение на протягивание диска.
Пазы на ложном диске протягивают последовательно всеми 5ю протяжками, на полотне каждого диска против протянутого паза маркируют дату протягивания ,номер диска, номер протяжки. После протяжки боевого диска повторно протягивают паз на ложном диске и осуществляют его контроль.
Проверяют:
1) контроль по роликам, концевые меры длинны, определяют группу паза, заполняют паспорт диска, размеры должны укладываться в одну группу
2) профиль паза на совместимость с профилем на экране проектора.
3) угол 18±15градусов перекос радиальной оси каждого паза от номинально положенного на длине 100 мм не более 0,16мм, т.к. лопатка 20 мм это составит примерно 0,03мм
Показания осевого перекоса определяют как алгебраическая разность 2х индикаторов
При настройке индикаторов на приборе(8517-7953)по эталону(8459-7509) обеспечивают натяг в пределах 0,2-0,3мм. Взаимное смещение гребенок паза в направлении оси их симметрии не более 0,02 мм, контроль по экрану проектора.
Снятие заусенцев производится на турбообразивной установке НО-494 в кипящем слое абразива зерно 24А
Vдет 2840 об/мин, высота слоя шлиф зерна 100мм частота импульсов воздуха 0,5 ГЦ
Чистовая обработка
Обработка
отверстие под призонный болт, на
кординатно-расточном станке 2В440,сверление
воздушных отверстий в кондукторе на
вертикальн- сверл станке2Н125 ![]() +0,18
+0,18
Фрезерование пазов на вертикально-фрез ст 6Р12. Деталь устанавливают на поворотный стол в 3х кулачковый патрон, точение лабиринтов на ст 16К20 размеры паспортные, сопрягаемый торец притирают на притирке
Контроль ЛЮМ-10В трещины не допускаются.