

7. Контроль отливок. Геометрия. Механические свойства (Жаропрочность, длительная прочность)хим. Состав (спектральный контроль хим. Анализ). Структура отливок. Межцеховые и внутренние причины брака.
1.Визуальный контроль
Дефекты, видимые невооруженным глазом, сравнивают с допустимыми по эталону или описанию в Т.У. на отливку
Забракованные отливки классифицируют по видам брака, (и отправляют на переплавку) определяют причины и намечают меры по их устранению.
2.Контроль размеров отливок (геометрия)
При использовании стальных пресс форм полный контроль отливок на износ пресс формы нужно проводить через 100-150 тысяч моделей.
При контроле геометрии контролируется взаимное расположение поверхностей в пространстве.
Сложные детали (сопловой) контролируют по разметке с разрезной. Вырезанный темплет устанавливают на проектор в заданном увеличении и его изображение переносят на кальку. Затем совмещают с вычерченным теоретическим профилем (1 раз в полгода). – можно подгонять.
В лопатках 100% контролю подвергают размеры, колеблющиеся из-за неодинаковой усадки или коробления моделей и отливок. Это профиль пера и перста и смещение шейки относительно профиля. Контроль производится на приборах, шаблонами с помощью щупа. Щупом контролируется отклонение контура сечения от шаблонов (зазоры по профилю).
- малая производительность, недостаточная объективность (для получения достоверного результата требуется большой опыт), влияние условий установки лопатки и шаблонов (перекос лопатки, величина усилия прижима лопатки к шаблону).
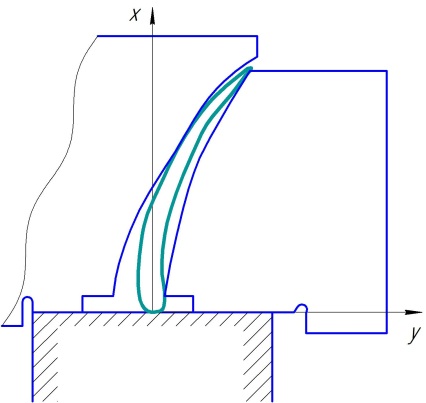
Трудно выявить действительную величину смещения контура спинки и корыта в направлении оси Y, т.к. на результат влияет смещение контуров спинки и корыта в направлении оси X, погрешность угла закрутки пера, погрешность формы проверяемого контура.
Применение метода требует громоздкого шаблонно-измерительного обслуживания и аттестации приборов.
Шаблон изготавливают по контрольному шаблону. К.ш. измеряют в ЦИЛ на микроскопе.
По ним измеряют шаблоны по допустимым зазорам. В процессе эксплуатации контролируют допустимый износ.
Положение шаблонов в приборе по сечениям определяется штифтами. Контролируют допуск на диаметр штифтов и перпендикулярность штифтов базовой плиты, допуск на положение штифтов по сечениям. Необходимо обеспечить высокую сходимость приборов (совмещение баз) между мех. Цехом и литейным цехом.
П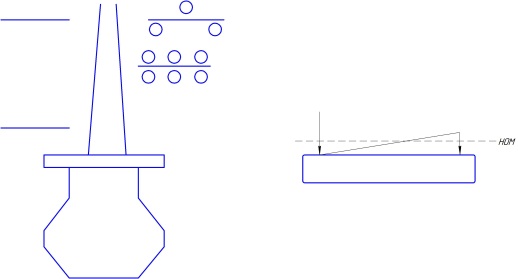 о
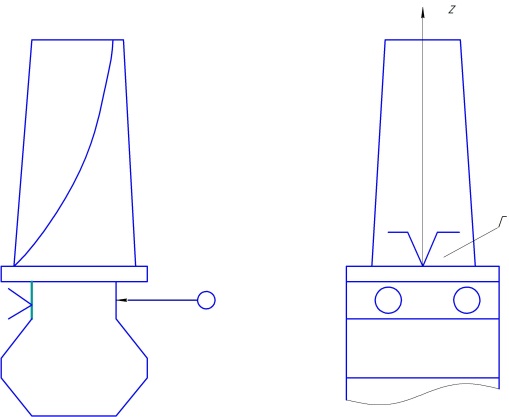
прижимам найти точку прижима лопатки.
о
прижимам найти точку прижима лопатки.
Контролируют перекос и смещении шейки лопатки индикаторными приборами на стойке.
Более современных методов контроля поля нет. На шаблонных методах выросла вся отечественная авиация, гражданская и военная. Перекос и смещение не более 0,2 мм
TESTOR-4
Контроль литья базы в кассете по шейке
Контролируют разворот и смещение профиля пера относительно шейки.
Контролируют в кассете, которая собиралась на отдельном приспособлении
Лопатки закреплялись в кассете.
Testor обнулялся по базам кассеты и контролировал профиль пера по точкам. Рисовал теоретический профиль пера и фактический и давал таблицу отклонений. Точность +-0,005
Контролировали стабильность литья 1 раз в квартал.
Громоздкая и трудоемкая установка в кассету.
Есть чертежи оснастки. Такая теория базирования разработана и успешно опробована. Можно применять на других КИМ.
При необходимости контролируется толщина шейки, Сmax, геометрические ращмеры полок.