

6. Нанесение керамического покрытия слоями, выплавление моделей, прокаливание, плавка метала, заливка форм, очистка, отрезка.
Нанесение керамического покрытия.
1. Модельные блоки протереть тампоном со смесью 90% гидролизата и 10% спирта и просушить на воздухе 10 мин.
2.Блок 2-3 раза погружают в суспензию. После каждого погружения, блок вращают 10-20 сек. для равномерного распределения суспензии.
3. Блок окунают в псевдокипящий слой песка (сжатый воздух через пористую перегородку). Первый слой электрокорунд №12, второй и последующие слои электрокорунд №20,40,50,63.
У нас 9 слоев. Последний слой к/п наносят 2кратным окунанием без последующей обсыпки.
4.Каждый слой керамического покрытия подвергают воздушной сушке в течении 2 часов и сушке в аммиачной камере 30 мин. Аммиак из водного раствора или газообразный.
Во время сушки в пленках продолжается процесс гидролиза влагой воздуха и увлажненного аммиака. Аммиак – катализатор гидролиза. Происходит необратимое твердение оболочки, получается гель кремниевой кислоты нерастворимой в воде.
Выплавление моделей.
1.В одноименном составе t=150C.
2. горячим воздухом t=150-300C
Главное – быстрое нагревание блока. Модель оплавляется с поверхности, впитывается в стенки или вытекает, образуя зазор между оболочкой и моделью.
3. Выплавление паром (у нас).
Формовка.(не для вопроса)
Под формовкой понимают упаковку оболочек в накопитель. накопители бывают сухие сыпучие, жидко самотвердеющие и заливка без наполнителя. (у нас 9 слоев керамики).
Формовка сухим наполнителем. Опока представляет собой коробку с дном. Наполнители – шамот, корунд, в наполнители вводят связующие или специальные добавки. Для предотвращения высыпания наполнителя при транспортировке и др. операциях, верх опоки заливают керамической смесью на основе гидролизированного этилсиликата.
Формовка жидким наполнителем. Опока – квадратная коробка без дна (раскрывающаяся). Внутреннюю поверхность опок обкладывают картоном для образов, термического зазора между опокой и наполнителем и наливают жидк. наполнитель.
Жидкость наполнитель – это цемент, песок и вода. Схватывание цемента – в течении часа. После этого форму медленно сушат, выплавляют модели и прокаливают.
Безоопочные формы. (на лопатках)
Применяют этил силикат. Увеличивают толщину слоя до 9 слоев, выплавляют модели ипрокаливают.
Прокаливание оболочек.
Оболочка теряет газотворные составляющие после выдержки ее при 900С. Если t меньше, то в капиллярах оболочки остается сажестый углерод, ее газопроницаемость снижается и в отливке получаются газовые раковины. В прокалочной печи должна быть окислительная атмосфера.
В качестве шихтовых материалов используют отходы мех. цехов, литников и чистые металлы.
Особоответсвенные сплавы (жаропрочные) используют только чистые металлы.
Особенности плавки и заливки.
1. Для ЖС6К применяют только вакуумные печи.
2. Работа плавильных печей увязана по циклу с прокалкой п/ф.
3. Емкость плавильных печей увязана с емкостью одновременно заливаемых п/ф.
Плавка в индукционных вакуумных печах.
К катушке печи, называемой индуктором, подводится переменный эл. ток, который, проходя по индуктору, создает переменный магнитный поток, пронизывающий загруженные в тигель куски металлической шихты. Возникающие в металле вихревые токи нагревают шихту до раплавления. Индуктор изнутри охлаждается водой. Вакуум 1*10^-4 мм.рт.ст. предохраняет зеркало металла от окисления и образования окисных плен в отливках. t плавления 1600С. Продолжительность цикла от 40 мин. до 1ч.
Заливка форм вакууме.
2 способа:
1. Поворотом печи вокруг сливного носка в форму, установленную внизу.
(-): -весь шлак из печи попадает в форму.
- под давлением падающей струи разрушается форма.
2.Поворотом на 90 градусов печи и формы (форма устанавливается на печь под углом 90 градусов к сливному носику)
(+): Падающей струи нет, брак отливок по засору ниже.
Выбивка, очистка отливок.
 Охлаждение
в кожухе с отсасывающей вентиляцией.
Очистка вручную пневмо-молотом по
литниковой воронке или на вибрационной
установке.
Охлаждение
в кожухе с отсасывающей вентиляцией.
Очистка вручную пневмо-молотом по
литниковой воронке или на вибрационной
установке.
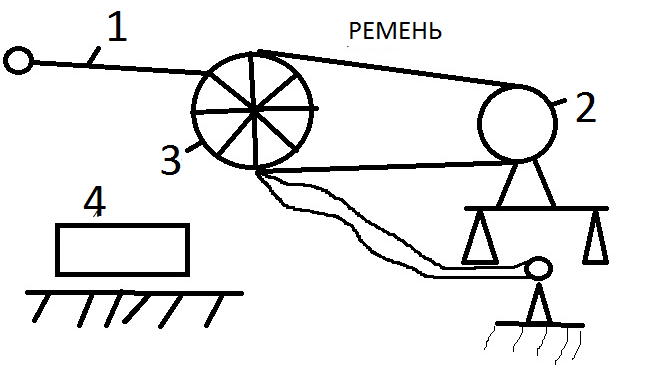
Отрезка отливок от стояка абразивным кругом.
Термообработка: отжиг для снятия остаточных напряжений.
1-рычаг
2-эл. двигатель
3-круг
4-отливка