

12. Режущий инструмент при глубинном шлифовании. Вид зерна (титан, том ), зернистость, структура, связка. Изготовление контроль кругов (пористость, твердость). Балансировка.
Характеристика режущего инструмента - вид абразивного материала, зернистость, твердость, структура, связка.
Подбирается из условий максимальной производительности и заданной точности и качества поверхности.
Вид абразивного материала Хим. состав абразивного материала определяется диффузионной и адгезионной активностью по отношению к ТОМ.
При ГШ жаропрочных сплавав на основе никеля необходимо использовать электрокорунд белый марок 24А, 25А.
При ГШ титановых сплавов – карбид кремния зеленый 63С и черный 54С
Зернистость круга. С уменьшением зернистости уменьшается сила резания единичным зерном, снижается стойкость системы зерно – связка, улучшается шероховатость поверхности обрабатываемой детали.
Однако, увеличение зерен в дуге контакта, увеличивается средняя температура на площадке контакта, увел вероятность появления прожога т.е. снижается стойкость круга.
Испытаниями установлено, что при ГШ заготовок из жаропрочных сплавов с малыми допусками (0,01-0,02мм) лучшая зернистость 8-12 при твердости круга ВМ1, ВМ2, М1.
Структура круга. Определяется соотношением количества зерна, связки и пор.
При ГШ нужно:
обеспечить размещение стружки в порах круга, снимаемых за один цикл резания
хорошее вымывание стружки из пор
перенос порами частиц жидкости в зону контакта.
Используют круги открытой структуры, имеющие 9-12 зернистость.
Открытая пористость – это отношение суммарного объема пор и капилляров, сообщающихся между собой и поверхностью инструмента, к объему круга.
Связка, располагаясь вокруг зерна в виде пленки, образует между зернами открытые поры.
Пористость составляет 48-70% от объема круга при размере пор 200-3000мкм. Пористость обычного шлифовального инструмента не более 45%.
В качестве порообразующих наполнителей используют:
(П) – перлит
(ПСС) – полистирол синтетический
(НК) – малосернистый нефтяной кокс (для титана).
Для кругов из электрокорунда 24А, 25А применяют фракции полистирола (ПСС 40-15) или перлит (П 40-15). Размер фракции 40 порообразователя соответствует 630-315мкм.
Для кругов из зеленого (64С) и черного (54С) карбидов кремния используют малосернистый нефтяной кокс (НК) с размерами фракции 400-250мкм.
Также используют фруктовые косточки (КФ) с фракциями 400-500. (+) лучше выгорают (дробят и просевают); (-) всплывают.
Связки. ГШ характеризуется высокой теплонапряженностью, большей мощностью и силами, подачей СОЖ под давлением (до 13 атм.) с большим расходом. Это требует от круга высокой теплостойкости, жесткости, химической стойкости и водостойкости. Поэтому используют только керамические связки К3, К5.
С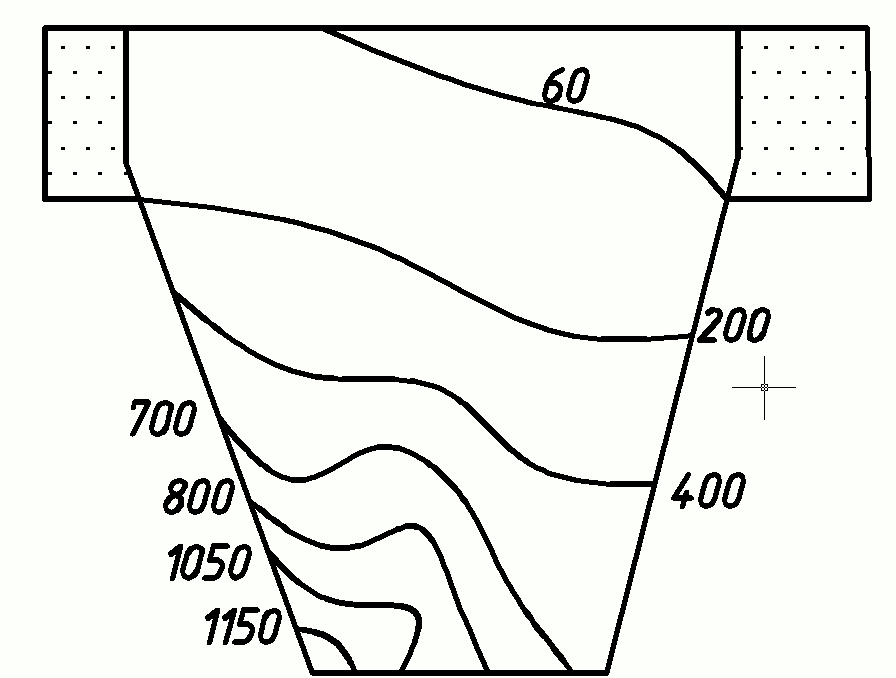 ейчас
специальные связки К5ПГ, К20ПГ, К42ПГ,
К10ПГ (реакционно-активные) предотвращают
снижение прочности абразивного
инструмента за счет повышения стойкости
системы зерно – связка.
ейчас
специальные связки К5ПГ, К20ПГ, К42ПГ,
К10ПГ (реакционно-активные) предотвращают
снижение прочности абразивного
инструмента за счет повышения стойкости
системы зерно – связка.
Температурное поле режущего выступа абразивного зерна.
Изготовление кругов.
Зерно, связка (в жидком состоянии), порообразующий наполнитель в процентном соотношении смешивают с жидкостью (как смесь для изготовления кирпичей), формуются под прессом в форме круга. Сушатся и обжигаются в печи при высокой температуре. Связка превращается в керамику. Порообразующий наполнитель выгорает.
(-): партии. Пролеживание между циклами. Зерно (песок) оседает, порообразующий наполнитель (КФ) всплывает. Образовывается неравномерность пор.
Стабильность характеристик шлифовального круга при ГШ.
Из-за несовершенства технологии изготовления возникают колебания твердости, структуры, пористости в пределах одной партии и даже в пределах одного круга встречаются участки, различающиеся по твердости почти на степень.
Проведении исследования для кругов 25А 10-П ВМ-2 12 К5 П 40-15.
Установлено, что собственная частота колебаний круга связана с твердостью круга и со скоростью распространения упругих колебаний.
На приборе «звук 202» измеряют частоту собственных колебаний и скорость прохождения звука и устанавливают фактическую твердость круга. Не зависимо от маркировки поставщика.
Пористость круга контролируют методом воздухопроницаемости на приборе ПКП-1 принцип действия которого, основан на измерении давления, вызванного изменением расхода воздуха при пропускании его через поры круга (разница давлений отклоняет стрелку).
Проводят 100% входной контроль пористости и твердости, т.к. они влияют на качество поверхностного слоя, прижоги, дробление, микротрещины.
Балансировка абразивных кругов.
Неуравновешенность круга обусловлена отклонениями формы круга и неоднородной плотностью его структуры.
Наличие неуравновешенности ведет к «дроблению» и волнистости на поверхности детали – что недопустимо.
Из-за неуравновешенности средняя контактная температура повышается на 100-150˚С, что может вызвать прижоги и трещины.
К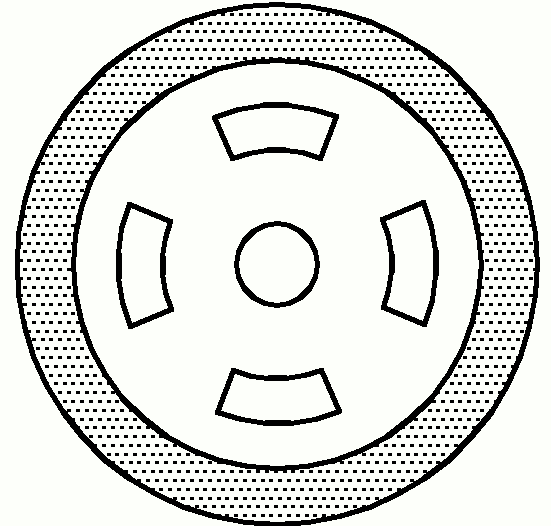 руги
25А 10-П ВМ-2 12 К5 П 40-20 форма 3П размером
500х20х203 класса АА выпускаемыми заводом
«Ильич» в состоянии поставки должны
иметь допустимую неуравновешенность
≈12г при массе круга 4,5кг.
руги
25А 10-П ВМ-2 12 К5 П 40-20 форма 3П размером
500х20х203 класса АА выпускаемыми заводом
«Ильич» в состоянии поставки должны
иметь допустимую неуравновешенность
≈12г при массе круга 4,5кг.
Динамическая балансировка.
На современных станках производится в процессе работы круга путем измерения неуравновешенности вращающегося круга и подачи жидкости в легкую часть планшайбы (четыре полости).
Статическая балансировка кругов производят перед постановкой круга на станок на балансировочных весах (или на ножах вместе с планшайбой), точность уравновешивания ≈0,01мм.