

23. Сборный с.А. В.Д. С охлаждаемыми лопатками. Технологический анализ чертежа. Получение керамического стержня и заготовки лопатки.
Сопловые лопатки статора турбины предназначены для изменения направления потока газа, превращения энергии давления в энергию обусловленную скоростью потока и для формирования нужного треугольника скоростей по среднему диаметру.
Пето лопатки не имеет закрутки выполнения геометрического подобия по высоте, имеет трапецеидальную форму.
Лопатка охлаждаемая, с поперечным охлаждением. Поперечное движение воздуха организованно дефлектором. Материал ВХ4Л – Ni основа, труднообрабатываемый. Заготовка – литье по выплавляемым моделям. Две степени свободы. Наружный контур профиля обрабатывается, внутренний нет. При смещении возможен прорыв стенки или нарушение допуска на толщину стенки. При литье внутренний контур оформляется керамическим стержнем.
Получение заготовки. Изготовление керамического стержня.
До 50% брака приходится на отклонение толщины стенки, коробление стержня, смещения и толщину. В процессе проливки формы и заливки ее сплавом.
Для фиксации стержня в КО в его конструкции предусмотрены знаковые части (базы) которые выходят за пределы модели на 4-15 мм.
Изготовление стержня по методу П.О. Грибовского основан на использовании в спекаемом ПМ (пилевой материал) термопластического органического пластификатора.
Готовят шликер: 90% твердого огнеупорного материала (электрокорунд белый) и 10% пластификатора (сплав парафина и полиэтилена)
Огнеупорный материал: электрокорунд белый + пилевидный кварц 1:1 пеемещивают в сухом виде нагревая ступенчато до 130°С затем добовляют расплавленный пластификатор и перемешивают в течении 3-4 часов.
На рабочие поверхности Пр/формы наносят смазку (1:1 смесь касторового масла со спиртом) и прессуют шликером на прессах, выдерживают 30 сек до затвердивания и извлекают сырой стержень. Зачищают облой ножом и контролируют визуально.
Длительность хранения сырых стержней 5 суток.
Для обжига сырые стержни упаковывают порошковым огнеупорным материалом- адсорбентом – техническим глиноземом. Спекают при температуре 1100-1300°С. При спекании происходит:
1. Удлинение пластификатора (адсорбция в поры глинозема)
2. Спекание между собой частиц ПМ стержневой смеси (за счет диффузии между частицами)
Разупаковка спеченных стержней и очистка от глинозема на зачистном станке.
Стержни устанавливают по знакам в пресс-форму для моделей модельной массой. (стержень остается в модели)
Собирается модельный блок, формируется КО, выплавляется модель, проводится заливка сплавом. Стержень остается в заготовке откуда удаляется щелочным раствором и после просушки внутренняя полость окончательно пескоструется. Если остается пленка от стержня и щелочного раствора, то сломает электрод на электроимпульсной операции при перфорации отверстий.
Второй этап. Механической обработки лопатки.
1. Контрольная. Входной контроль заготовки. Контроль профиля пера на приборе по шаблам. Профиль от профиля.
2. Шлифовальная. Шлифование профиля пера на полировальной бобке вручную. Профиль от профиля по прибору. Устранение качения лопаток относительно базовых шаблонов в корневом и переферином сечении. Качка не допускает.
3. Шлифовальная. Станок 3Б722 Удаляется остаток питателя.
Технология изготовления сборного соплового аппарата высокого давления с охлаждаемыми лопатками.
Лопатки соединены между собой и с обоймами внутренней и двумя наружными. Метод пайки тугоплавким припоем ВПР11-40Н (ТУ1-809-108-83) основа Ni. Лопатки вставлены в прорези 2х наружных обойм.
1.Входные и выходные углы лопаток определяются из газодинамического расчета турбины и обеспечиваются углами полок верхней и нижней (при мех.обраб и сборке
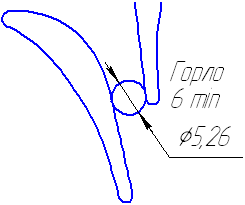
2. При сборке контролируется (обеспечивается) размеры проходного сечения С.А.
Регулировка проходного сечения С.А. осуществляется:
1)изменением угла установки лопаток при мех.обработке плок
2) доработкой выходных кромок лопаток
Колебания площади проходного сечения С.А. допускается не более 0,5%
В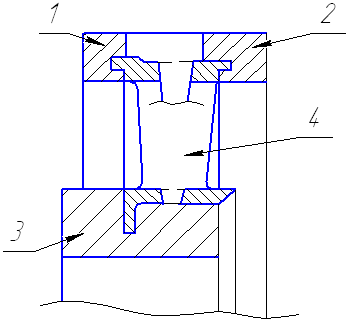 560 С.А. контроль осуществляется продувкой
в аэродинамической трубе (задан
приведенный расход воздуха), который
затем конролем проливкой водой на
специальном стенде. Ошибки в пропускной
способности С.А. вызывают отклонения
режимов совместной работы турбины и
компрессора от расчетного, что ведет к
снижению кпд, увел. Расхода и при больших
отклонениях может привести к серьезной
поломке.
560 С.А. контроль осуществляется продувкой
в аэродинамической трубе (задан
приведенный расход воздуха), который
затем конролем проливкой водой на
специальном стенде. Ошибки в пропускной
способности С.А. вызывают отклонения
режимов совместной работы турбины и
компрессора от расчетного, что ведет к
снижению кпд, увел. Расхода и при больших
отклонениях может привести к серьезной
поломке.
1.Обойма наружная (лев)
2. Обойма наружная (прав)
3. Обойма внутр.
4. Лопатка сопловая