

15. Тпу лопаток турбин.
Усталостная долговечность деталей зависит от характеристик качества поверхностного слоя, таких как шероховатость, глубина и степень деформационного упрочнения (наклепа), остаточные микронапряжения, микроструктура поверхностного слоя.
Считается что наведенные сжимающих напряжений методами поверхностного пластического деформирования сглаживает разрушающее действие циклических растягивающих напряжений возникающих в эксплуатации.
Однако это действительно для деталей работающих при комнатных температурах Порог: для ЖС6К-850°С; ЭИ437 500-600°С; ЭИ867 700°С.
При упрочнении методами ППД за счет больших пластических деформаций накапливается большая энергия в пластически деформированном металле. Из-за этого при высоких Т резко возрастает диффузионная подвижность атомов, ускоряющая процессы возврата и рекрестализации. В поверхностных слоях наблюдается изменение хим.состава материала (объединение лигирующими элементами) (например атомы AL диффундируют в подложку.
Коррозионная стойкость деталей снижается и уменьшается усталостная долговечность деталей. Поэтому в условиях высоких температур нужен метод который обеспечивает в поверхостном слое высокий уровень сжимающих остаточных напряжений, при минимальном наклепе (с наименьшей накопленной энергией в поверхостном слое)
Одним из таких методов является ТПУ
Сущность метода:
Суть метода заключается в нагреве упрочняемых деталей ниже температур структурно-фазовых превращений и последующим мощным спрейерным охлаждением. Все конструктивные и технологические параметры зависят от температуры структурно-фазовых превращений, материала и условий эксплуатации лопаток.
1. Минимальная величина остаточных деформаций (0,5-1,0 %) и поэтому энергетическая стабильность термоупрочненного поверхностного слоя.
2. Высокий уровень сжимающих остаточных напряжений с большой глубиной залегания и расположением максимума у поверхности.
3. Остаточные напряжения после ППД и ТПУ достигают примерно одинакового уровня
σ ≈ 560-600 МПа, но при ППД max. остаточных напряжений распологается на глубине 20-50 мкн, а при ТПУ max. Локализируется у поверхности
При эксплуатации происходит реликсация остаточных напряжений под воздействием высоких температур.
Остаточные напряжения после ППД резко релаксируют в начальный период работы σост после ТПУ сохраняются долго на высоком уровне.
Метод термопластического упрочнения позволяет повысить предел выносливости лопаток на 20-30 %, увеличить срок службы лопаток в 2-2,5 раза, повысить надёжность работы газоперекачивающего агрегата в целом.
После ТПУ
Остаточные напряжения с max. Под поверхностью создают барьер движения дислокаций к поверхности.
Накапливаясь и переплетаясь в поверхностном слое дислокации блокируют друг друга создается зона неподвижных дислокаций, которая препятствует выходу дислокаций на поверхность, т.е. образованию на поверхности субмикротрещин, а затем микротрещин.
При этом, чем больше глубина залегания остаточных напряжений, тем на большем расстоянии от поверхности начнут тормозится дислокации и возрастет время до появления возможной усталости. Трещины.
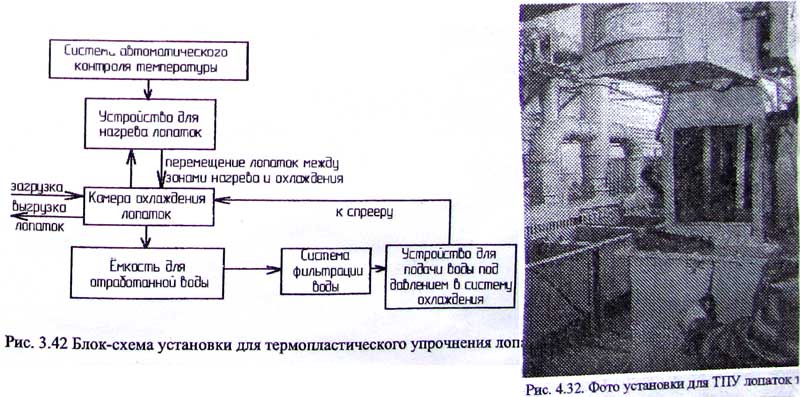
Установка (технология) ТПУ лопатки.
Лопатки – нагревают в муфельной печи до 650 °С
Диски (пазы) – индивидуальный нагрев τ ≈ 13-15мин
Охлаждение водой (душировение) давлением от 0,5 МПа до 1,0 МПа (от 5 атм. до 10 атм.) градиент температур 530°С за 0,1мм в поверхностном слое и 100°С за 2-3 мм (пливное охлаждение)
Важно обеспечить равномерный прогрев на необходимую глубину и обеспечить эффективное охлаждение, которое определяется расстояние от спрейера до упрочняющей поверхности, давлением и расходом жидкости.
Прогрев – равномерностью распределения ТЭНов в печи, равномерностью температурного поля печи (контроль платино-иридеевыми контрольными термопарами) температура нагрев и временем нагрева.
Нагрев в муфельной печи является наиболее распространенным. Его применяют для лопаток любых конфигураций и материалов. Индукционный нагрев применяют для пазов и отверстий дисков турбин, реже для лопаток. Нагрев газом используют для высокопроизводительного процесса при упрочнении лопаток и при упрочнении дисков турбин. Нагрев с использованием лазера применяется значительно реже, он более трудоемок и дорог, но он позволяет производить локальный нагрев труднодоступных мест. Наиболее распространенным является водяное охлаждение. Оно универсально, технологично и весьма эффективно.
Барьер будет выполнять свои функции и после того, как остаточные напряжения под действием температурно-силового фактора релаксируют. В этом проявляется второй, не менее важный эффект ТПУ.