

2.Определение прочности.
2.1.Испытания на статический изгиб. Определяется степень прогиба образца. Используют специальные машины. Применяют контрольный образец. Кладут на 2 опоры образец bxh=6x6мм, длиной 60мм ,расстояние между опорами 50мм. Выдерживают и смотрят на сколько прогнулся образец или применяют способ
2.2.Испытание на разрывных машинах круглых образцов.
3.Определение термического расширения. Это отношение увеличения длины образца при нагреве к его первоначальной длине, выраженной в процентах .Прибор с образцом устанавливают в термостат. После повышения температуры на каждые 5 градусов производится выдержка для прогрева образца в течение 30 минут, после чего фиксируется показание индикатора. Испытываются не менее 3-х образцов. Результаты усредняются.
4.Определение текучести модельного состава. Оценивают способность состава при заданной t-ре и состоянии модельного состава(м.с.) заполнять полость пресс-форм. Текучий м.с. в пастообразном состоянии оценивается длиной цилиндрического ступенчатого образца переменного сечения.
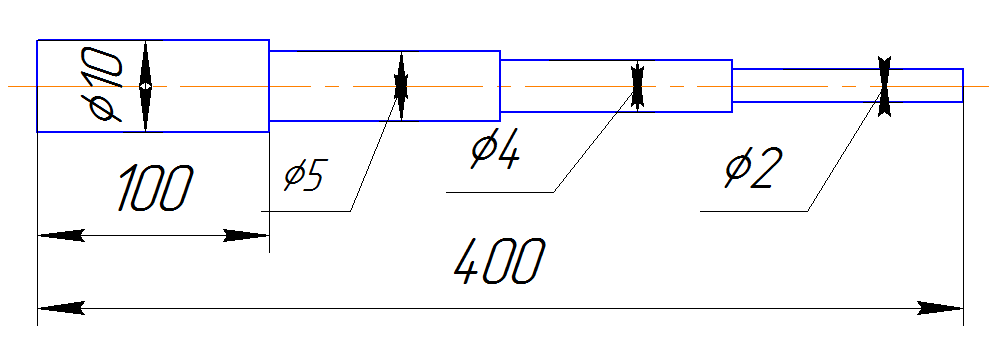
Это максимальные размеры образца, который может быть получен при весьма высокой текучести. Запрессовка м.с. производится в полость большого диаметра при горизонтальном положении п/ф.
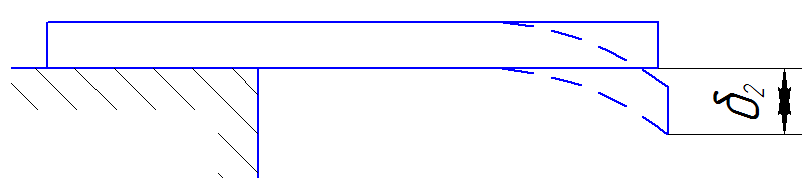
5.Определение теплоустойчивости (формоустойчивости) при комнатной температуре.
Под действием собственного веса при комнатной температуре оценивают степень прогиба образцы 6*6*120мм на 2-х опорах, расстояние между которыми 100мм. (дельта 1) либо величиной дельта 2 по консольно расположенным образцам.
6.Определение содержания воздуха в пастообразных составах.(по объему). Отбор пробы с помощью цилиндрического пробника с внутренним диаметром 100мм. Расплавление пробы и определение разности объемов в % (воздуха 7-12%)
5. Подготовка пресс-форм. Прессование. Хранение. Сборка модельных блоков. Первый слой. Поверхностное модифицирование. Приготовление керамических суспензий.
Формирование моделей:
1.Подготовка пресс-форм.
1.Очищают п/ф от налипшего состава: скребут и обдувают сжатым воздухом.
2.Смазывают п/ф касторовым маслом в смеси с этиловым спиртом 1:1.
3.Нагревают п/ф до рабочей температуры в термошкафу или запрессовкой в них 2-3 пробных моделей, которые выбрасываются.
Оптимальная темп-ра п/ф для парафино – стеариновых составов 22-28 С. Колебания t п/ф приводят к снижению размерной точности моделей. От t п/ф зависит величина внутренних напряжений, возникающих в модели и приводящих к короблению деталей.
2. Прессование моделей под давлением. Из пастообразной смеси. Используют специальный пресс, который обеспечивает постоянное перемешивание массы, t нагрева массы, создание заданного давления при запрессовке, выдерживания под давлением для обеспечения питания усадки модели.
Удельное давление на модельную массу при запрессовке составляет 2-4 кг/см^2.
Температура запрессовки 50 С. Необходимо поддерживать постоянство t.
3. Охлаждение моделей. На воздухе (длительное) примерно 1 час из-за низкой теплопроводности массы с пузырьками воздуха
Охлаждают в ванне с проточной водой вместе с п/ф примерно 20 мин. При этом размеры модели изменяются в следствии усадки до расчетных значений.
Открывают п/ф, вынимают модель, выдерживают на воздухе для завершения усадки в свободном состоянии, зачищают. Зачистка моделей проводится вручную ножом. После зачистки модели обдувают сжатым воздухом и протирают марлей смоченной в спирте.
4.Хранение моделей. Модели, не имеющие опорной плоскости необходимо хранить на специально, профилированных подставках – драйерах в термошкафах (холодильниках) при t 15 С. Перед сборкой их необходимо выдержать на воздухе для выравнивания температуры. Иначе при нанесении оболочки и температурного расширения модели будет происходить растрескивание.