

Особенности производства моноотливок
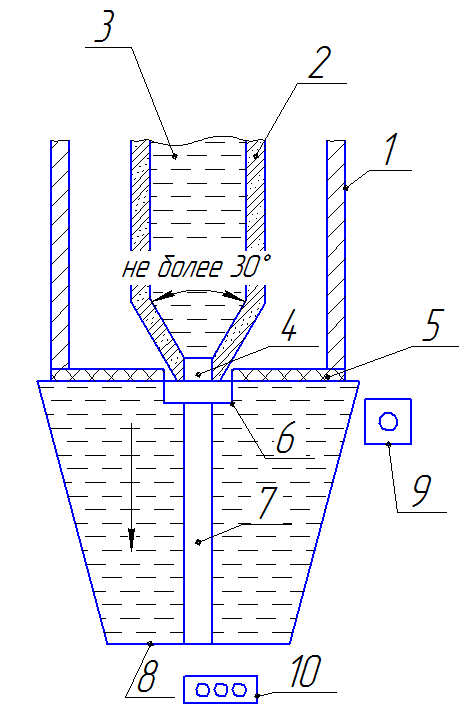
При выращивании моноотливок произвольной ориентации дно тигеля выполняется в виде конуса, в вершине которого создается преимущественное переохлаждение, где и зарождается монокристалл. Для получения моноотливки с кристаллами заданной ориентации в основании формы помещают затравку 4. Для повышения надежности оплучения монокристалической структуры в основании тигеля имеется пермычка, которая предотвращает или уменьшает вероятность прорастания в основном объеме отливки нескольких кристаллов, если их зарождение произошло не от одного зародыша. Рис выше-распределение температур по высоте тигеля.
 Продвижение
поверхности раздела жидкой/твердой фаз
может осуществляться как за счет
передвижения тигеля относительно
нагревателя так и наоборот. Можно и не
перемещать тигель, реализация метода
возможна даже путем плавного снижения
мощности.
Продвижение
поверхности раздела жидкой/твердой фаз
может осуществляться как за счет
передвижения тигеля относительно
нагревателя так и наоборот. Можно и не
перемещать тигель, реализация метода
возможна даже путем плавного снижения
мощности.
1,10 – нагреватель
2 – керамическая конусная форма лопатки
3 – расплав
4 – затравка толщиной 2-2,5 мм
5 – тепловой экран
6 – подставка формы
7 – шток
8 – ванна с жидким алюминием
9 – кольцевой водоохлаждающий холодильник
Схема реализована в установке УВНК-8П: правка сплава ЖС26ВИ 1570 ± 20 ºС; заливка 1530 ± 10ºС; скорость перемещения форм в кристаллизаторе 20 ± 2 мм/мин; температура жидкого алюминия 660 – 740 ºС; остаточное давление 8*10-2 мм рт. ст.; число отливаемых лопаток за одну плавку 12-18 штук. В наше время создаются новые типы установок: УВНК-9, УВНК-14, УВНК-10, УВНК-17. Они предназначены для литья турбинных лопаток стационарных ГТД длиной 800 мм. Также создаются экспериментальные печи с охладителем-расплав олова. Однако из-за очень высокого уровня термических напряжений в установках ВНК нельзя применять сплавы, склонные к образованию горячих трещин (так в сплаве ЖСКС1 замена 0,2 Н1 на такое же количество Та устранила этот эффект). Появился новый класс сплавов, не содержащих в своём составе элементов-упрочнителей границ зёрен (В, Zn, C).
Сплавы только для монокристаллического литья: ЖС30М; ЖС36; ВЖМ5; ВЖМ5У; ВЖМ4; ВЖМ6.
В мировой практике существует 2 технологии получения монокристаллических лопаток, которые отличаются друг от друга способом зарождения монокристаллической структуры.
Б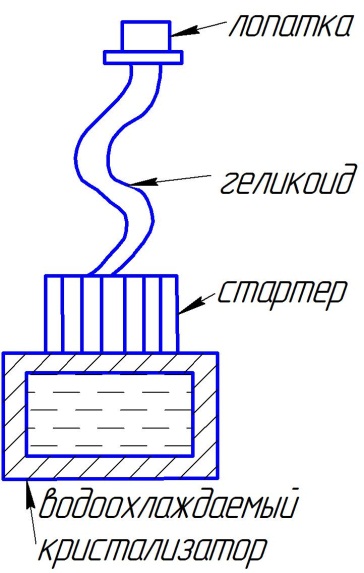 еззатравочные
методы получения моноотливок
(технология США) основано на конкурентном
росте столбчатых зёрен и отбора одного
кристалла нужной текстуры (аксиальной)
с помощью кристаллосборника специальной
конструкции (спираль-голикоид или
поросячий хвост). Азимутальную ориентацию
(поперечная аксиальной0 получить не
возможно.
еззатравочные
методы получения моноотливок
(технология США) основано на конкурентном
росте столбчатых зёрен и отбора одного
кристалла нужной текстуры (аксиальной)
с помощью кристаллосборника специальной
конструкции (спираль-голикоид или
поросячий хвост). Азимутальную ориентацию
(поперечная аксиальной0 получить не
возможно.
Перегретый металл заливают в оболочковую форму без дна, установленную на водоохлаждаемом медном кристаллизаторе. Зёрна зарождаются, растут в условиях направленного теплоотвода и приобретают столбчатую текстуру (хаотично). Структура с аксиальной ориентировкой прорастает в систему литниковых ходов, где и происходит отбор одного зерна.
Затравочные методы получения моноотливок (аксиальной и азимутальной ориентации).
Технология ВИАМ. от затравки передаётся структура любой требуемой аксиальной ориентировки и азимутальной ориентировки, допустимой законами кристаллографии. Для затравки используют сплав Ni-28W c tпл на 120-150 ºС выше, чем температура ликвидуса жаропрочного сплава отливки.
Ni-28W: TS ≈ 1500 ºС ΔТрасч затр = 130 ºС
Ni-35W: Тl = TS ~ 1510 ºС ΔТрасч затр = 140 ºС
Передача структуры происходит за счёт растворения торца затравки сплавом отливки, при этом создаётся демпфирующий (переходной) слой. При выдержке в контакте со сплавом торец затравки растворяется на 0,7 мм, поэтому высота затравки 2-2,5 мм обеспечивает 3-х кратный запас.
Малые размеры затравки позволяют расположить её под любым углом и оси отливки, обеспечивая возможность от затравки одной ориентации, например, меняя её установку, получить отливки с разными аксиальными ориентациями.
Для изготовления затравок используют методику ориентированной вырезки (т.е. производят коррекцию ориентации путём резки затравочной заготовки под заданным углом).
З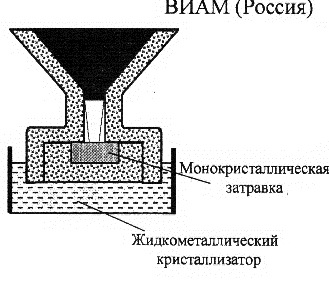 атравки
цилиндрической формы диаметром 8-14 мм
и длиной 120 мм отливают за одну правку
в установке УВНК-8П два блока по 18 штук
в каждом.
атравки
цилиндрической формы диаметром 8-14 мм
и длиной 120 мм отливают за одну правку
в установке УВНК-8П два блока по 18 штук
в каждом.
Рентгеноструктурным методом или методом травления определяют угол ориентации относительно оси заготовки и определяют угол, под которым нужно разрезать заготовку. Точность вырезки ~ 1º. В форме для литья выполняется затравочная полость диаметром 12-14 мм и высотой 7 мм, соединения кристалловодом диаметром 1,5-2 мм с конической частью полости лопатки. Затравка фиксируется керамической замазкой.
10. Маршрутный технологический процесс механической обработки рабочих лопаток турбин открытого профиля. Два способа. Подготовка баз от профиля и профиль от профиля. Контроль собственной частоты колебания лопаток.
Обработка литых заготовок.
Механической обработке лопаток. турбин подлежат элементы профиля пера , выходных кромок , лабиринтных и бандажных полок и хвостовиков лопаток. Метод обработки выбирают исходя из след. требований:
Получение необходимых прочностных и газодинамических характеристик.
Получение макс. производительности обработки.
Получение точности и стабильности изготовлений деталей
Маршрутный техпроцесс обработки лопаток турбин.
Типы: 1. От заранее подготовленных баз 2. Профиль от профиля(по шаблону).
Профиль закрытого типа – от подготовленных баз. Профиль открытого типа – 2-мя способами.
Маршрут: « Профиль от профиля»
Комплектовочная
Контрольная (входной. контроль)
Ш
 лифовальная
(подготовка баз)
лифовальная
(подготовка баз)Шлифовальная
Шлифовальная с 4-х сторон.
Шлифовальная
Контрольная (вх. кромка)
Полировальная (проф. пера)
Контрольная
Полировальная (доработка)
Шлифовальная (ел. хвостовик)
Шлифовальная (усик подошвы)
Фрезерная (усик подошвы)
Шлифовальная (торец)
15,16,17,18. Фрезерная (торцы)
Сборка в диск (технолог). Токарная операция
Комплектовочная
Контроль собственной частоты колебаний
Контроль покрытия (МАП)
Контроль
Паспорт
Выполняется после окончательной механической обработки лопаток и шлифования торцов в размер колеса (перед покрытием МАП для лопаток 1-ой ступени)
Форма и частота собственных колебании определяются конструкторской документацией , что обязывает контролировать эти параметры в пр-ве.
Требования по частоте собственных колебаний лопатки закладываются в конструкторской документации для отстройки от резонанса на работающем двигателе.
Причины , вызывающие колебание лопаток.(вынуждающие силы)
Порциальность подвода газа к РЛ. Это связано с наличием сопловых лопаток в турбине. Их число конечно , поэтому возникает изменение давления и скорости газа по окружности и поэтому на каждую РЛ действуют переменные силы.
Отклонение размеров СЛ от средних(расчетных) значений.
При этом расход газа через отдельные лопаточные каналы будет разным, давление и скорость на выходе разные , что будет вызывать колебания каждой лопатки.
Отклонение СЛ по шагу
Наличие на двигателе стоек , ребер на входе в турбину и выходе из КС.
Пульсация горения в КС.
Формы колебаний Лопаток Различны по числу узлов на оси лопатки.

Частота колебаний самая низкая при 1-ой форме
Частотный контроль осуществляется возбуждением лопаток , зажатых за хвостовик в гидравлическом приспособлении.
Вынужденные Колебания лопатке передает электродинамический вибратор мощностью 5кВт. Элементом возбуждения вибратора является звуковая катушка- это короткозамкнутый дюралюминиевый пруток в постоянном магнитном поле.
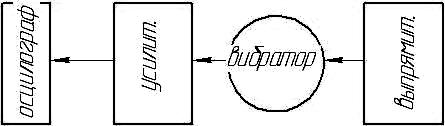
Меняем частоту подаваемого напряжения на катушку , меняется частота вынужденные колебания вибратора до резонанса лопатки. По фигуре Лиссажу на осциллографе определяют резонансную частоту соответствующую собственной частоте лопатки. Исправность стенда проверяется по эталонным лопаткам.
Формула Тимошенко. Пусть площадь и момент инерции изменяются по длине линейно.
l-длина лопатки;Е-модуль упругости;Fк-площадь корневого сечения;Jk-момент инерции корн сеч

![]() –плотность;
–плотность;![]() -коэф.
пропорциональности, зависящий от
величины С ;
-коэф.
пропорциональности, зависящий от
величины С ;![]() ;
; ![]() -площадь
переф. Сечения;Или Ф=
-площадь
переф. Сечения;Или Ф=![]() ;
;
Из формулы видноFк , С , ,Ф
При заниженной частоте колебаний дорабатывают периферию
F


 п
, С ,
,Ф
п
, С ,
,Ф
![]()
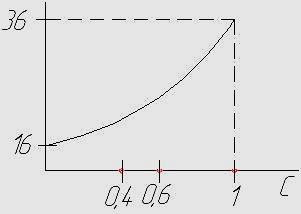

Изменение частоты собственных колебаний в зависимости от усилия зажима Рт.
Обычно ласточкин хвост устанавливают в диск с зазором 0,01- 0,03 мм
Достаточно близкое расположение собственной частоты лопатки по отношению к гармонике возбуждения представляет опасность для динамической прочности лопатки. Поэтому необходимо повысить собственную частоту лопатки выше резонансной частоты , путем доработки лопатки.(утолщение корневого сечения лопатки)
Также для повышения собственной частоты лопатки посадка лопатки в диск производят с натягом 0,015мм. В этом случае хвостовик меднят с толщ 0,003мм. Медь служит смазкой.