

1.Дефекты по размерам отливок
Несовпадение измерительных баз мех цеха и литейного
Постоянное отклонение из за неправильно выполненных пресс форм (доработать пресс формы)
Неточность размеров из за:
А) большой и непостоянной усадкой модельного состава
Б) несоблюдение режимов изготовления и хранения моделей
2.Коробление, искривление отливок.
Небрежное хранение моделей перед монтажом.
- хранить в шкафах – термостатах при температуре 18 Цельсия. Использовать специальные драеры.
Модели перед сборкой проверять шаблонами или линейкой по прямолинейным образующим. Покоробившиеся модели браковать.
Коробление отливок в форме или при выбивке
- конструировать блок таким образом, чтобы охлаждение протекало равномерно без затрудненной усадки
3) коробление при термообработке
- отливки помещать на песчаную подушку
3.Дефекты свойств металла
Несоответствие химического состава
-исходный материал не проверен
- нарушение режимов плавки
2) несоответствие структуры сплава
- медленное охлаждение отливки в форме
- неправильная термообработка
3) несоответствие механических свойств
То же что и 2
Термообработка отливок
Для снятии остаточных напряжений в вакуумных печах, чтобы избежать окисления. Происходит перекристаллизация структуры. Охлаждение после отжига медленное, вместе с печью.
Клеймение отливок отливки клеймят ударным клеймом. Ставят номер плавки и номер пресс формы. В маршрутном листе указывают количество деталей в плавке, переданных в мех цех. После обработки присваивают индивидуальный номер и паспортизуют. Все лопатки именные что позволяет всегда определять плавку, мех свойства по документам, условия обработки, допущенные отклонения и исполнителей.
9. Монокристаллическое литье и направленная кристаллизация. Затравочный и беззатравочный методы.
Литые лопатки из никелевых жаропрочных сплавов с повышенной длительной прочностью должны иметь столбчатую структуру, в которой границы зерен располагаются паралельно направлению главных напряжений. Т.к. Грантом было введено понятие эквивалентной температуры, выше которой разрушение поликристаличих жаропрочных сплавов в процессе ползучести происходило по границам зерен, расположенных перпендикулярно оси приложения нагрузки. Такую структуру можно получить методом направленной кристализации в виде монокристалов
Методы направленной кристализации
Д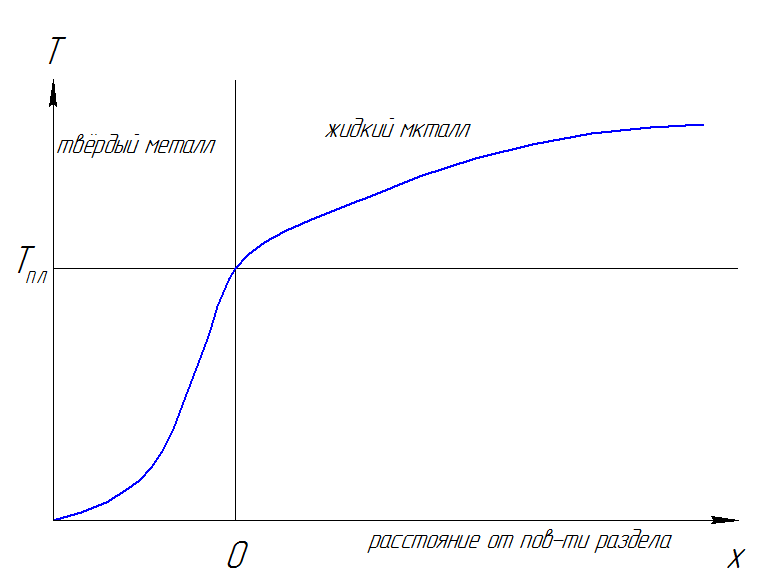 ля
получения моноотливок (монокристаллов)
из расплавов используется 5 методов,
названия по фамилиям их создателей.
ля
получения моноотливок (монокристаллов)
из расплавов используется 5 методов,
названия по фамилиям их создателей.
При литье лопаток используется метод Бриджмена-Стокбаррера (нормальной направленной кристаллизации).
Нормальная кристаллизация – процесс, при котором граница раздела «твёрдая фаза – расплав» движется через заданный объём расплава и является единственной в данной системе.
Направленная кристаллизация осуществляется путём вытягивания отливки из нагревателя Важное значение имеет строгое разделение зон нагревания и охлаждения. Для этого служит экран и метод вытягивания из нагревателя.