

16. Кассеты- спутники. Технология изготовления лопаток на автоматических линиях. Технология изготовления лопаток на автоматических линиях
Начальными базами заготовки лопатки являются: три точки профиля пера лопатки (корневое и переднее сечения – это установочные базы) и точка на замковой полке со стороны газового тракта 9опорная база). При разработке технической продукции изготовления лопатки используют 2 подхода:
1.В ходе обработки постоянно меняют базы, осуществляя переход от баз в виде точек (профиля пера) и базам в виде плоских поверхностей хвостовика и бандажной полки, т.е. промежуточные базы. Здесь каждая операция имеет своё приспособление и наладку и в условиях крупносерийного производства применяют метод станок-наладка, используя универсальные станки, выстроенные в поточную линию. Поверхность, обработанная в одном приспособлении при последующей обработке используется в качестве базовой. Весь техпроцесс представляет совокупность достаточно простых операций. При этом необходимо большое количество приспособлений. Однако, из-за постоянной смены технологических баз достижение заданной точности готовой детали требует: доводочных операций; уточнения исполнительных допусков в операциях; ужесточения допусков на очистку (высокоточная оснастка – дорого); усилий на аттестации и ремонт оснастки (мерительной и приспособлений) в эксплуатации.
2.Исходные технологические базы сохраняются в течение всего процесса механической обработки. Для этого детали устанавливаются и закрепляются в кассетах-спутниках и передаются с операции на операцию в кассетах не раскрепляя, не переустанавливая детали. На механических операциях установка, закрепление и обработка детали происходит от баз кассеты (закрепление кассеты в простых угловых приспособлениях или на магнитной плите). В кассете лопатка турбины устанавливается за профиль пера на установочные ложементы (корыто II-V сечения) и закрепляется прижимными ложементами (спинка). Ложементы меднённые для исключения повреждения лопатки. Ложементы должны полностью совпадать профилем лопатки в установочном сечении, но реальный профиль лопатки не совпадает, поэтому площадь контакта ложемента с деталью приближается к точечному (это может привести к повреждению детали из-за высоких удельных давлений в точке контакта; несовпадение профилей ведёт к упругой деформации детали при закреплении – дополнительная погрешность 2-го порядка; использование кассет с механическим креплением требует большего количества высокоточных кассет, каждая из которых должна обеспечивать полную повторяемость условий закрепления детали; разброс габаритов всех кассет между собой не более 0,01 мм; из-за интенсивного износа кассет и базовых элементов требуется периодическая выверка кассет (контроль КПП) и их доводка.
Таким образом, погрешность изготовления кассет, погрешность детали, интенсивный износ кассет, их выверка, ремонт и подгонка усложняет использование данной технологии.
К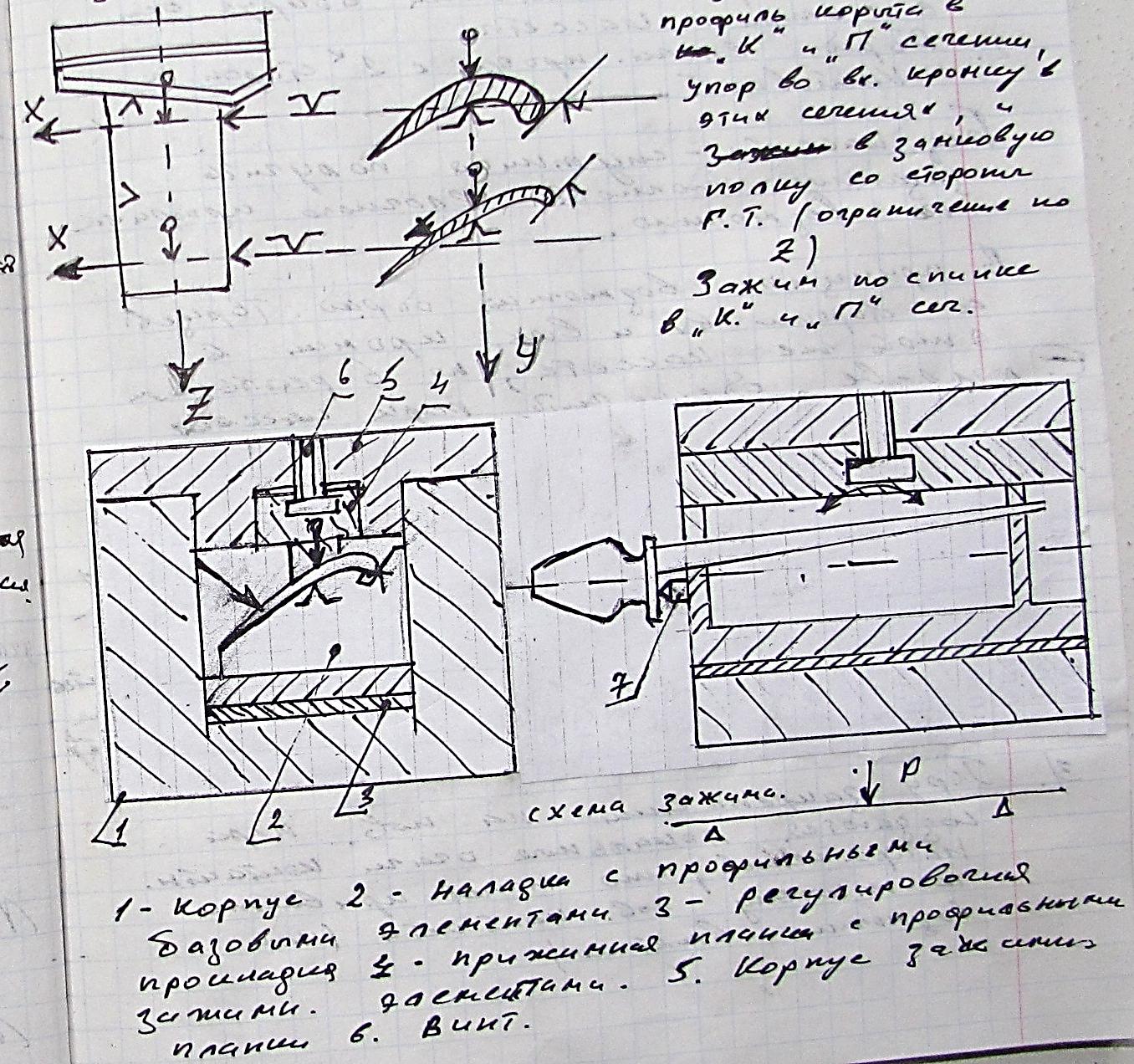 ассета-спутник
для шлифовки ёлочного профиля лопатки
на станке ЛШ-220 с кантовкой вокруг оси
симметрии кассеты. Плоскость симметрии
кассеты и плоскость симметрии замка
лопатки должны совпадать. Базами
являются: профиль корыта в сечении, упор
во входную кромку в этих сечениях и в
замковую полку со стороны газового
тракта; зажим по спинке в сечениях.
ассета-спутник
для шлифовки ёлочного профиля лопатки
на станке ЛШ-220 с кантовкой вокруг оси
симметрии кассеты. Плоскость симметрии
кассеты и плоскость симметрии замка
лопатки должны совпадать. Базами
являются: профиль корыта в сечении, упор
во входную кромку в этих сечениях и в
замковую полку со стороны газового
тракта; зажим по спинке в сечениях.
1-корпус. 2-наладка с профильными базовыми элементами. 3. Регулировочная прокладка.4. прижиманая планка с профильными зажимами. 5. Корпус зажима планки.6. Винт
Деталь ориентированна. определяется образом относительно плоских поверхностей кассеты, которые служат базами в 2-х операциях с 2-мя переходами в каждом.(кантовка)
1.Обраб полка, домик с 2-х сторон. Кантовка вокруг оси симметрии кассеты.
2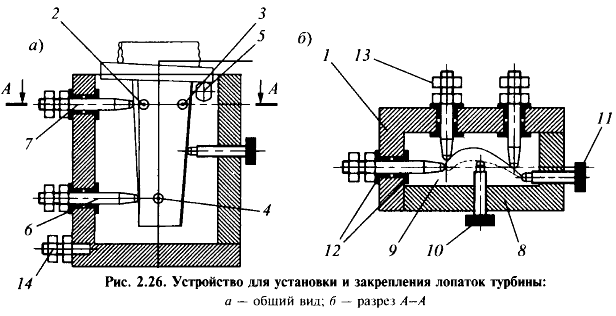 .Обработка
ёлочного профиля с 2-х сторон кантовкой.
Без кассеты спутника получить заданные
точности ёлочного профиля невозможно.
.Обработка
ёлочного профиля с 2-х сторон кантовкой.
Без кассеты спутника получить заданные
точности ёлочного профиля невозможно.
1-корпус.2-4-три утсановочных элемента.
Минусы:1.В принципе, возможна обработка торцов со стороны входной и выходной кромок в этой же кассете; но в реальном производстве обеспечить пары идентичных кассет приблизительно около 50 штук невозможно.
2.Из-за износа установочных элементов лопатки крепят на профильных ложементах, а не на точки, что снижает точность ориентирования пера.
3. При закреплении на поверхности пера создаются локальные очаги контактных напряжений, что может привести к наклёпу поверхности контакта (или вмятин).
Заливка в брикет исключает эти недостатки. Изготавливается одна заливочная камера, в которой лопатки относительно стенок камеры ориентируются с помощью штырей(точки,т.к. нет нагрузки). Этим обеспечивается высокая стабильность ориентированния лопаток относительно баз брикета. Лопатки заливают легкоплавким сплавом типа сплав «Вуда» или сплав «Серотру» с температурой плавления 140 ºС (Вуда – 68 ºС).
линия обработки состоит преимущественно из одно- или двухшпиндельных плоскошлифовальных станков для глубинного шлифования фирмы «Эльб-шлиф»; или из одно- или двухшпиндельных станков-автоматов глубинного шлифования типа «Профимат» РТ 412 ДК.