

14. Сож и техника ее подачи. Контроль елочного профиля, остаточные напряжения.
СОЖ(смазывающая охлаждающая жидкость).От СОЖ зависят температурно-деформационные явления в зоне обработки и интенсивность адгезионных явлений.
Поэтому СОЖ должна иметь высокую смазочную, моющую и проникающую способность.
При ГШ используют 1,5-2% водный раствор эмульсора АКВОЛ-2 Бердянского нефтемаслозавода (Украина).
Это смесь композиции ЭК-1 с индустриальным маслом И-12А. содержит противозадирные присадки: хлорированный парафин, осерненное жировое масло, полисульфид Л3-301.
Смесь серных и хлорных присадок снижает адгезию.
Адгезия- сцепление поверхностей разнородных твёрдых и/или жидких тел
(-): высокое разложение и необходимость частой замены (1раз в 3 месяца).
Синтетическая СОЖ АКВОЛ-10 (2-3% раствор) лучше, но дороже.
При вращении круга создается воздушный поток, пробить который можно только подачей СОЖ под давлением в 6 атмосфер на 1 круг. СОЖ необходимо доставить в зону контакта заготовки с кругом. Поэтому струю СОЖ необходимо направлять так, чтобы она попала в точку, отстоящую от начала линии контакта круга с заготовкой на расстояние, которое проходит круг за период времени, в течении которого жидкость удерживается в порах круга. Высота сопла над обрабатываемой поверхностью должна быть на 10-15мм выше чтобы обеспечить наибольшую стойкость круга., чем больше зернистость тем выше высота сопла. Должно выполняться услоие постоянства сопла при стачивании диаметра круга.
. Скорость истечения жидкости из сопла 8-16 м/сек.
При глубинном шлифовании на задней границе контакта шлифовального круга и детали создаются условия близкие к условиям термоуправления. В поверхностном слое гребенок хвостовика создаются остаточные напряжения сжатия . При этом фазово- структурных изменений материала в поверхностном слое не обнаружено.
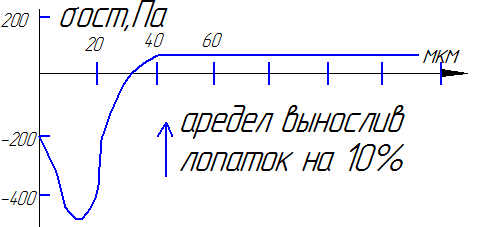
Рис. Распределение остаточных напряжений в поверхностном слое замка лопатки.
Остаточными называются такие внутренние напряжения, которые сохраняются в материале после снятия внешней нагрузки.
Остаточные напряжения 1-го рода формируются в результате воздействия сил резания и температуры.
При движении режущего абразивного инструмента по металлу верхние слои поверхностного слоя пластически растягиваются под действием силы трения, а внутренние слои растягиваются упруго.
После снятия внешней нагрузки упругие растягивающие напряжения, действующие во внутренних слоях, будут стремиться к «0», поэтому окажут сопротивление пластически растянутые верхние слои. В результате в верхних слоях будут действовать напряжения сжатия.
Основные методы определения остаточных напряжений в лопатках ГТД – рентгеновский и механический.
Механический метод. Контроль остаточных напряжений производится на приборе ПИОН-2.Схема контроля:Метод Давиденкова Н.Н. Вырезается образец ( на проволочном станке 3х3 брус) Из термеха известно, если система находится в равновесии то главный вектор всех сил равен 0 и главный момент сил =0. Брус кладут на опоры и выводят из равновесия электролитическим травлением(толщина удаляемого слоя прямо пропорционально времени травления) и замеряют прогиб пластинки. Если - -сжатие, + -растяжение
Рентгеновский метод. Наличие остаточных напряжений приводит к различным интерференционным эффектам рентгеновских лучей.
Остаточные напряжения меняют межатомные расстояния, что вызывает угловое отклонение лучей, отраженных от поверхности. В результате появляется смещение линий.
Контроль елочного профиля.
перекос рабочих поверхностей зубьев одной гребенки относительно дугой (скрещивание)
взаимное смещение рабочих поверхностей зубьев одной гребенки хвостовика относительно другой в направлении плоскости симметрии хвостовика
конусность зубьев по роликам
размер по роликам
полный профиль на приборе БП-50 методом сравнивания с экраном.
полный профиль на микроскопе по плоским образцам – числовой метод, если нужно знать фактические отклонения от номинала.
ЖС6К – ХН65КМВЮТЛ
Жаростойкость :
природный газ t=850, база 1000ч, суммарная глубина коррозии 0,2мм
топливо ГТД SO2=0.1%, N2SO4 и др. окислы=21,7%, t=850, суммарная глубина коррозии 1,1мм.
Окончательно изготовление лопатки со штатным диском собираются в колесо турбины и шлифуются по наружному диаметру в размер, затем разбираются и (маркирование) отправляются на участок нанесения покрытия.