

11. Обработка елочного профиля хвостовика лопаток фрезерованием, маятниковым шлифованием, глубинным шлифованием. Принцип глубинного шлифования
Выполняется от промежуточных технологических базовых поверхностей полки хвостовика и бандажной полки для закрытых профилей лопаток или от профиля пера для некоторых типов лопаток. Осевая фиксация лопаток выполняется упором в точку на траитовой поверхности замковой полки со стороны корыта.
Размеры поперечного сечения, шероховатость елки должны соответствовать ОСТ 1.10975-81
Елки делятся на открытого типа и закрытого.Открытого:сначала обраб клин(домик)
Способы обработки : Фрезерование, маятниковое шлифование, глубинное шлифование.
Фрезерование за 2 оп. Черновое и чистовое.1.На 2х шпиндельном станке ДФ-392. лопатки закрепляются в приспособление. Продольно фрезерном.
2.На горизонтально фрезерном одношпиндеольном станке лопатку фиксируют в кассете обрабатывают методом кантовки
Минусы Кантовки: 1 нарушается требования ТУ по относит расположению обеих сторон (перекос гребенок) =>нарушение правильности контакта рабочих поверхностей хвостовика и диска,=>повышение напряжений от нагрузок в этих местах.
2 высокая трудоемкость обработки
3 большой расход дорогостоящих спец фрезъ
Метод маятникового шлифования обработка выполняется на плоско шлифовальном станке лопатки закреплены в кассете. Метод кантовки. Кассеты крепятся на магнитной плите. Шлиф круг правится стальной шарошкой методом выдавливания. Скорость круга при правке не более 60об в мин. Правка вручную или спец модернизация станка. Используют дополнительный привод для правки. Правка через 10 лопаток
П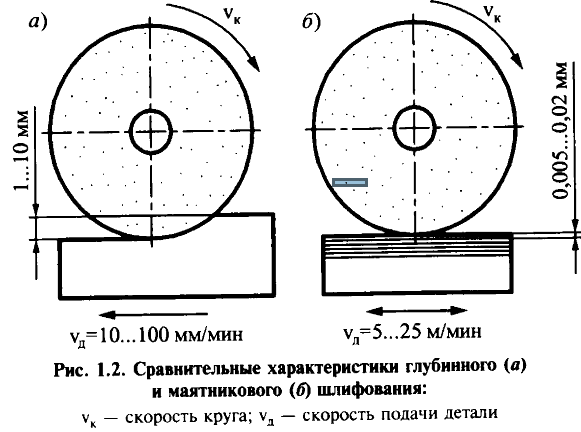 ри
маятниковом шлифовании режущие зерна
образуют короткие сегментные срезы(выхваты)
и работают в условиях постоянных
динамических ударов, разрушающих сами
зерна и удерживающие их мостики связки.Во
время глубинного
шлифования режущие зерна образуют
длинные тонкие стружки. Зерно силами
резания нагружается плавно и работает
в режиме истерания режущей кромки.
ри
маятниковом шлифовании режущие зерна
образуют короткие сегментные срезы(выхваты)
и работают в условиях постоянных
динамических ударов, разрушающих сами
зерна и удерживающие их мостики связки.Во
время глубинного
шлифования режущие зерна образуют
длинные тонкие стружки. Зерно силами
резания нагружается плавно и работает
в режиме истерания режущей кромки.
НЕДОСТАТКИ:
1 - круг осыпается. Низкая точность
2 - высокая трудоемкость. Низкая производительность
3 - недостатки метода кантовки
4 - большой расход дорогих шарошек
5 - абразивная пыль при правке
Метод глубинного шлифования (Г.Ш.) этот процесс по кинематике и условия резания принципиально отличается от традиционных методов абразивной обработки.
Толщина слоя снимаемого металла за один проход составляет несколько мм, подача изменяется от 50мм\мин до 600мм\мин.Высокая эффективность метода заложена в физической природе явлений происходящих в зоне резания.
Г.Ш. это интегральный метод, совмещающий в себе производительность фрезерования, за счет больших толщин снимаемого слоя металла и точность шлифования.
Принцип глубинного шлифования
большая глубина снимаемого слоя.
медленная подача стола с деталью, следовательно, тонкая стружка
большое количество зерен в дуге контакта
высокая температура в дуге контакта=>Спец СОЖ из натур масел,т-ра 800С
тонкая стружка (1-5мм и длинная, в порах круга, затем вымывается верхним соплом)
высокопористый круг (40% пор от объема круга)
обильное охлаждение зоны контакта;
сопло под давлением для вымывания стружки из пор(давл.6атм).Gсож биг.150л на 1шпиндель